重庆多功能金属焊接规格

- ¥45.00
- 2025-02-21 02:59:25
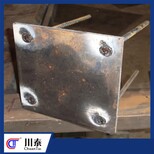
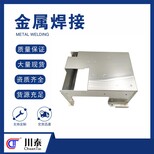
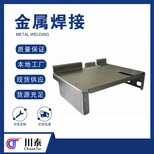
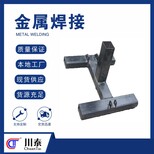
- 金属焊接
- 河南洛阳
- 王恒远 15882366614
- 成都市川泰聚好阀门有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光焊接
由光学震荡器及放在震荡器空穴两端镜间的介质所组成。介质受到激发至高能量状态时,开始产生同相位光波且在两端镜间来回反射,形成光电的串结效应,将光波放大,并获得足够能量而开始发射出激光。
激光亦可解释成将电能、化学能、热能、光能或核能等原始能源转换成某些特定光频(紫外光、可见光或红外光)的电磁辐射束的一种设备。转换形态在某些固态、液态或气态介质中很容易进行。当这些介质以原子或分子形态被激发,便产生相位几乎相同且近乎单一波长的光束-激光。由于具同相位及单一波长,差异角均非常小,在被高度集中以提供焊接、切割及热处理等功能前可传送的距离相当长。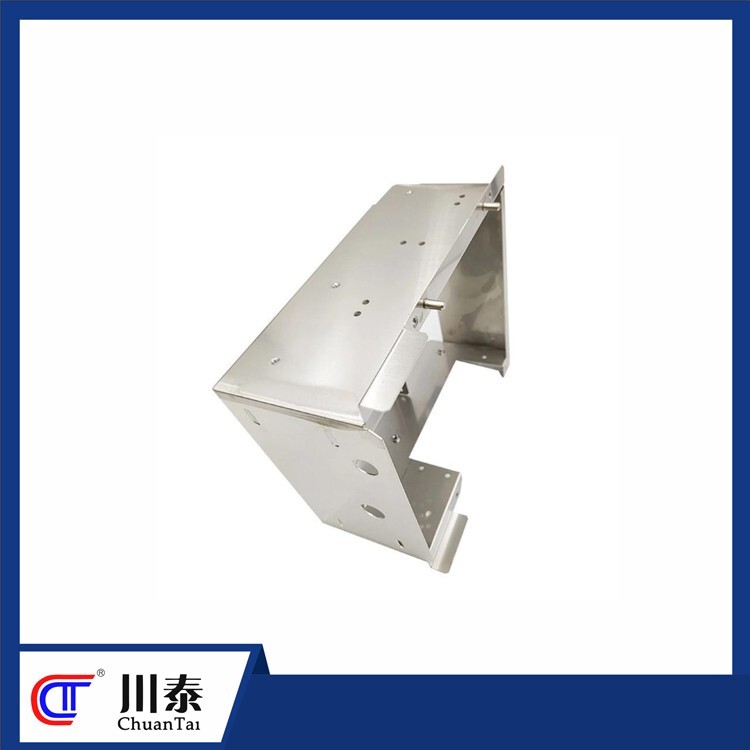
在施焊中可能会出现一个断弧,或者在进行施工时,不能太慌张,还是要用氩气护住,从新的开始,再来直到焊接结束温度降到350摄氏度时,才可以把焊枪移开,要不也是会影响到焊接的品质。
通常金属之间的连接有六种方式,具体是螺纹连接、焊接、铆接、胶结、销连接和型面连接。每种连接方式的特点和应用环境都各有不同,也都有其优点和缺点。如螺纹连接的特点是结构简单,拆卸方便,但不适合连接厚度尺寸太大的物件。而铆接就具有接头强度高,紧密性好,但不宜拆卸等特点。胶接的优点是适合连接材料范围广泛,但接头强度较低,在湿热和温度变化等环境中易脱落。焊接相对于其他连接方式来说,同样有其自身优点和缺点。结合焊接的具体工艺特点,其优势在于焊接速度快,变形小;设备简单,能在室温或其他特殊条件下操作;可以连接材料多样化,并能对异性材料施焊,效果良好;高功率器件焊接时,可达很大的深宽比;可进行微型焊接,定位,可加工小型工件;可大批量自动化生产。
而焊接工艺的局限性在于焊接口通常无法拆卸;焊接自动化设备成本较高;若工件装配精度和焊接光束定位精度达不到要求,容易造成焊接缺憾;有些特殊材料无法进行焊接连接。
- 金属焊接
- 钢板
- 河南洛阳
- 王恒远



