洛阳特厚钢板切割-容器板数控下料耐腐蚀耐磨持久


1/6
- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-12-18 14:04:05
- 45#
- 2.0*1219*C
- 钢板切割,钢板零割,钢板加工,钢板下料
- 河南洛阳
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
洛阳特厚钢板切割-
蚌埠怀远五河固镇淮南凤台马鞍山当涂淮北濉溪铜陵安庆怀宁枞阳潜山太湖宿松望江岳西桐城黄山歙县休宁黟县祁门滁州来安全椒定远凤阳天长明光阜阳临泉颍上太和阜南亳州涡阳蒙城利辛宿州砀山萧县灵璧泗县六安寿县霍邱舒。
虽然说有效率,但是主要的还是质量。因为不管怎么样,使用这个的依旧是人,而不是机器,质量好才能够保障人的生命安全。一家从来都没有出过事的效率不怎么高的钢板切割厂家,总是会比一些出过事的钢板切割厂家的口碑要好。
洛阳特厚钢板切割-容器板数控下料 耐腐蚀耐磨持久 (2)制定合理的坡口角度,在满足焊缝连接强度的同时,尽可能的减小坡口尺寸,从而达到焊缝熔敷金属填充量的目的。(3)在坡口加过程中,应严格按照既定要求限制坡口角度以及钝边尺寸的偏差。4.焊前预热厚板焊接前行预热处理,并根据钢板厚度选择合理的预热温度。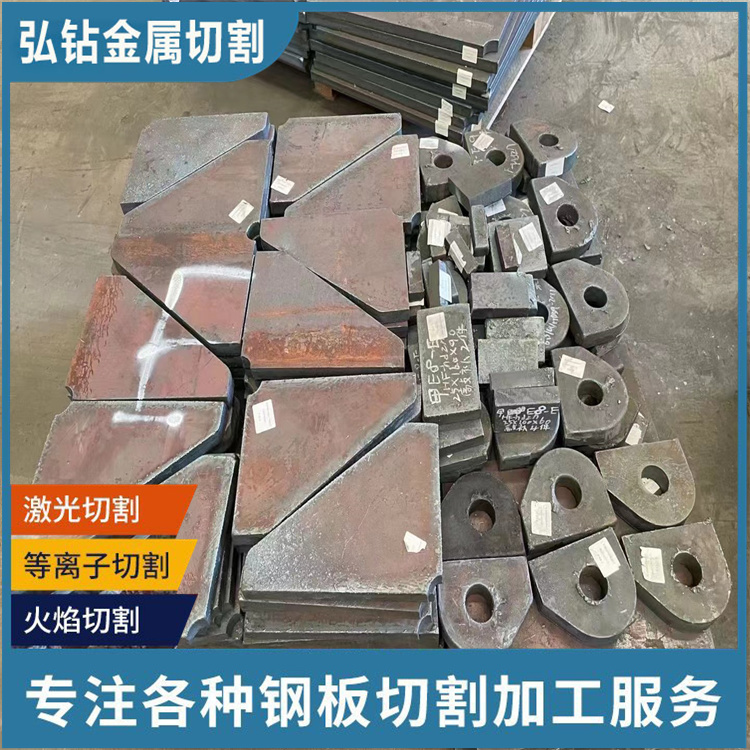
(4)在T形或角接接头中,板厚方向承受焊接拉应力的板材端头伸出接头焊缝区。3.焊接材料的选择在满足接头强度要求的条件下,选用具有较好熔敷金属塑性性能的焊接材料,气保焊丝ER50-6是一种强度等级较低的低氢性焊接材料,焊丝的熔敷且具有较好的塑性性能,也是一种公认的厚板焊接材料。
控制钢板加工冷却的横向均匀性和厚度方向的对称性是控制中厚板平直度和降低内应力的必要条件。横向冷却横向方案是通过改善下集管的横向角度和保水点等来实现层流冷却温度控制的均匀性。冷矫直:矫直可以改善钢板的残余应力分布,当钢板加工的横截面应力分布不均匀时,有必要采用弯曲辊措施来增加局部变形,以补偿纵向纤维的不均匀长度,从而消除波浪弯曲,并使钢板的内应力均匀化。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 河南洛阳
- 王经理
- 45#
- 2.0*1219*C
- 金属制品
- 宝钢
- 激光切割
- 不锈钢平板
弘钻金属科技(常州)有限公司为你提供的“洛阳特厚钢板切割-容器板数控下料耐腐蚀耐磨持久”详细介绍


