3PE防腐螺旋钢管保温螺旋管,银川螺旋钢管,保温螺旋管服务至上





- ¥3550.00
- 2025-02-10 03:58:52
- 螺旋钢管,保温螺旋管,防腐螺旋管,3pe螺..
- 河南洛阳
- 任经理 18893107502
- 甘肃鑫伯巨物资有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
在铸造防腐钢管生产流程中,调质处理之前的工艺流程关键是炼铁、铸锭和煅造。这种加工工艺全过程对防腐钢管品质的危害统称为冶金工业要素的危害。这种加工工艺全过程导致的一些缺点因此不易及时处理,直至调质处理时或是调质处理后对铸钢件的特性开展检测时才曝露出去。防腐钢管特性的优劣,虽然与热处理方法息息相关,可是,炼铁、铸锭和煅造对铸钢件特性起着至关重要的功效。没有适当的热处理方法,就不可以使铸钢件的潜在性特性充分调动出去,以至于导致调质处理废料,可是,要是历经冶炼厂、铸锭和煅造生产制造出的铸钢件毛胚有缺点,那么不管怎样的热处理方法都是徒劳无益的这由于很多冶金工业要素导致的缺点如缩松、非金属材料参杂物,煅造内裂等都并不是根据调质处理的方法多方面清除。
必需深化表明,在焊接应力功效下,球形物块的样子更为平稳,不造成焊接应力形变,要以匀称加温和匀称水冷却为前提条件的。当对球形物块开展不匀称水冷却时,在焊接应力功效下,也会造成防腐钢管焊接应力形变。匀称加温好的圆球在水里匀称水冷却时,产生的等温层也呈球形,故不容易造成样子的更改。如将加温好的圆球,方式从两边洒水水冷却,因为立即洒水的位置较其他表层冷得快,故在圆球内部产生的等温层将不可以维持球型。依据防腐钢管焊接应力形变的基本定律,等温层要力图趋向球型,故不匀称水冷却的结果,会使圆球顺洒水水冷却的方位变椭。因为水冷却标准或样子要素的功效,钢件热处理时因此是处在不一样水冷却的状况。剖析和把握在不一样水冷却标准下,造成焊接应力形变的某些特规律性,都是很关键的。
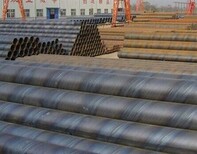
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
- 3PE防腐螺旋钢管
- 螺旋钢管,保温螺旋管,防腐螺旋管,3pe螺..
- 螺旋管
- 河南洛阳
- 任经理



