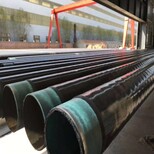
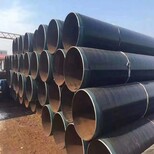
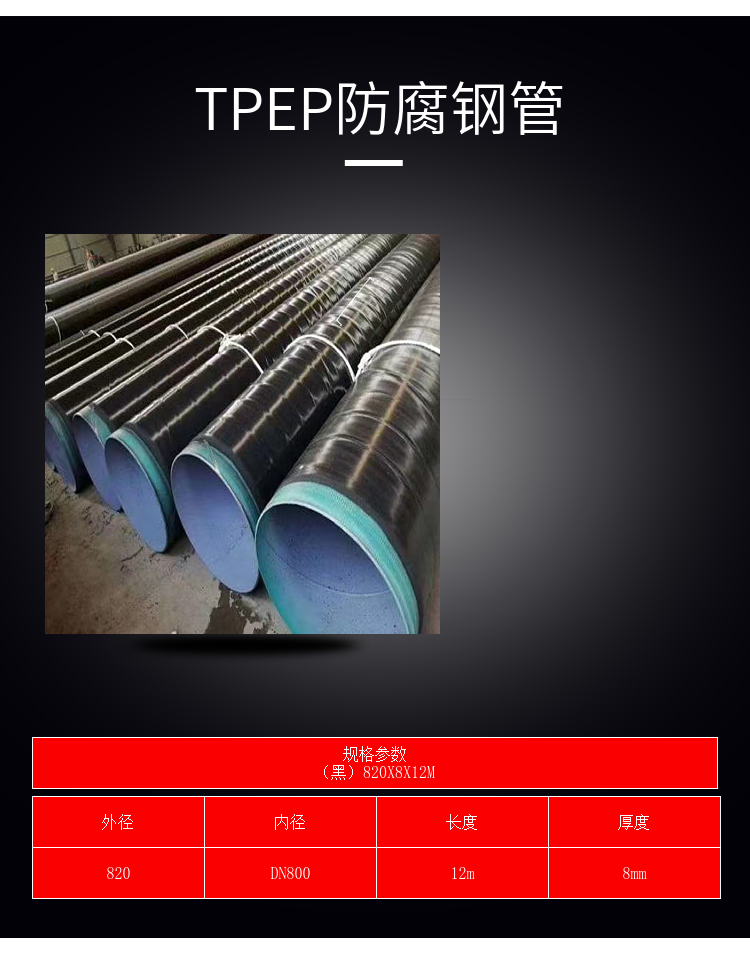
加强级3pe防腐钢管生产厂家3pe加强级防腐直缝管




1/6
- ¥26.00 ≥ 1平米
- 2025-02-17 06:03:18
- 宏科华
- 8 mm
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 河南洛阳
- 贾雁行 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数






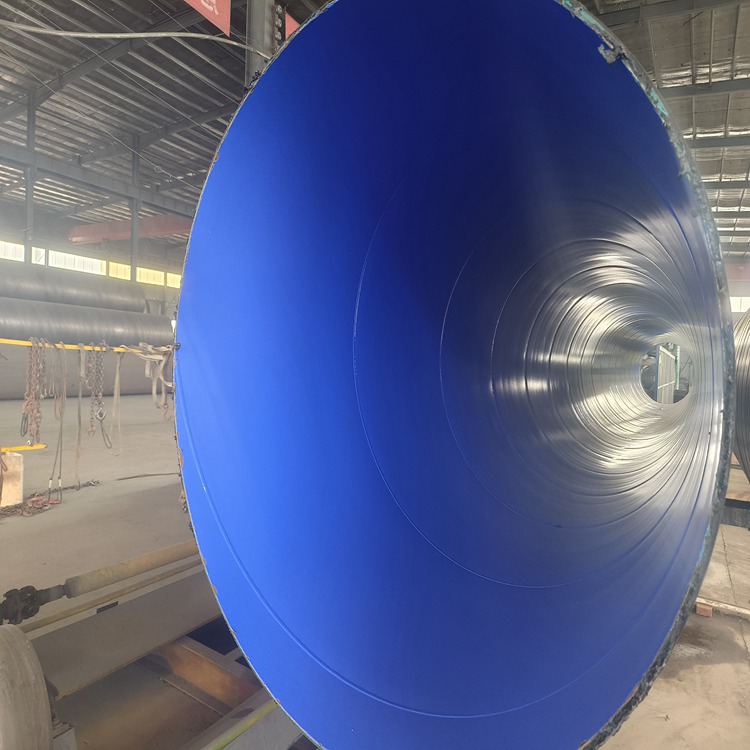



三种材料融为一体,并与钢管牢固结合形成优 蚀能力,施工方简有速【段落-无缝钢管】,距管端203mm以内的焊缝采用射线检验;距管端203mm以外的焊缝采用超声波检验;对头焊缝、补焊及环向焊缝采用超声波检验补焊焊缝、对头焊缝及环向焊缝采用X射线或超声波检验,直缝埋弧焊钢管的生产工艺灵活可生产范围内的规格与壁厚,生产效率较高频直缝焊钢管、螺旋焊钢管要低,优势就在于可以生产高频钢管、螺旋钢管、无缝钢管都不能生产的规格型号,生产成本比高频钢管、螺旋钢管要高,但比起无缝钢管价格优惠空间很大, 需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要.
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 金属管材
- 河南洛阳
- 贾雁行
- 宏科华
- 8 mm
- 高密度
- 黑色
- 85 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“加强级3pe防腐钢管生产厂家3pe加强级防腐直缝管”详细介绍
推荐信息
-
 3pe外防腐螺旋钢管无缝钢管加强级ipn8710防腐宏科华现货直发
3pe外防腐螺旋钢管无缝钢管加强级ipn8710防腐宏科华现货直发 -
 小口径3pe防腐钢管8710防腐漆防腐钢管耐腐蚀
小口径3pe防腐钢管8710防腐漆防腐钢管耐腐蚀 -
 加强级包覆式3pe防腐钢管ipn8710防腐管宏科华现货直发
加强级包覆式3pe防腐钢管ipn8710防腐管宏科华现货直发 -
 3pe外防腐螺旋钢管无缝钢管加强级ipn8710防腐直接埋地铺设
3pe外防腐螺旋钢管无缝钢管加强级ipn8710防腐直接埋地铺设



