通风管批发




- ¥65.00
- 2024-11-17 09:58:43
- 通风管
- 河南洛阳
- 宋春荣 15621223261
- 德州丁萱机床附件有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
风管焊接成型质量好、变形小、观感好。
风管的加固形式新颖,节约成本。
风管的翻边高度控制为15mm,若翻边过小,不仅不便于焊接操作及夹具的使用,且容易使焊接时的高温传递到风管,从而引起风管的变形。若翻边过大,将浪费材料。
风管法兰连接应牢固,折角平直,圆弧均匀。
通风管道随着使用时间的不断增长,里面会堆积很多的杂质,这些杂质长期存储在管道内,在运转中会加快它的油凝结,温渡过高,构成气压阀、液压等部件的损坏,对正常运转构成很大的影响。所以定期的对通风管道设备进行清理是非常有必要的。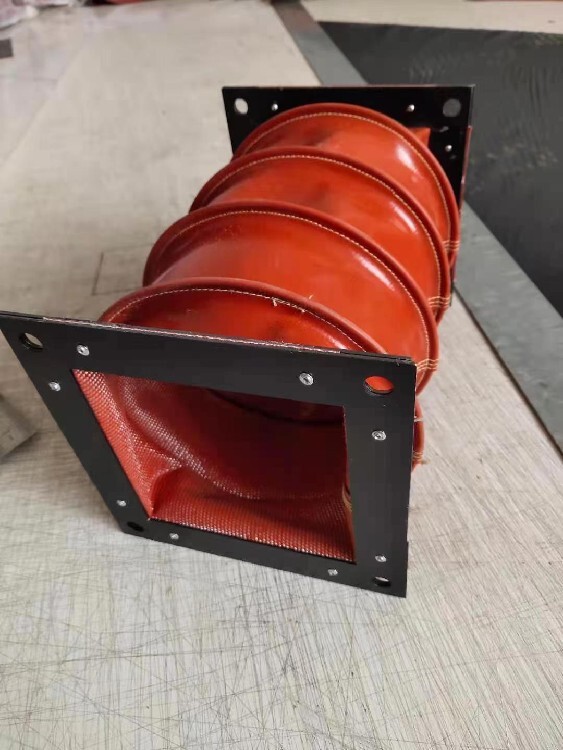
通风管道是三个月进行一次全面清洁,这样既可以平时正常的运转,还可以延长通风管道的使用寿命,对于清洁这方面的问题还有不明白的,可以通过我们的网站电话咨询我们,我们会及时给您回复!
当风管与风机衔接时,应在进出风口处加软接头,其软接头的断面尺度应与风机进出风口共同。软管接头普通可采用帆布、人造革等材料,软管长度不宜小于200,松紧度应适宜,柔性软管可缓冲风机的振荡。
风管安装加工应注意的几大问题具体如下:
1、通风管道在运输过程应有防止损管的保护措施。
2、榫接风管的连接在榫口处涂胶粘剂,是为增强接头处的强度。
3、当风管采用地面预组装后架空安装时,限制预组装的长度是为了遮免风管因自重产生的弯曲而破坏构件接口。
4、玻璃纤维复合板风管端口为切割面时,在装配法兰连接件前应将管端切口面用胶带或胶液进行封堵,才能防止玻璃纤维外露和飞散。
5、非法兰连接的玻璃纤维复合板风管垂直安装的支撑件制作与安装的方法。
6、竖井内通风管道垂直安装,由于空间少,又不便于以后检修,故风管一般采用外套角钢法兰连接以增加连接点的牢固程度和强度,并把法兰作成“井”形,吊筋直接吊在角钢法兰的吊耳上而不另设支撑件。
生产线机械化、自动化程度高,大大提高了制作效率以及风管的制作精度。
风管生产安装快捷,减轻劳动强度,提高劳动效率,满足现代化工程需要,提高安装单位竞争优势。
- 通风管
- 通风管
- 河南洛阳
- 宋春荣
