天津A73004唐冶减速机报价





- 面议
- 2024-07-05 07:20:43
- 减速机
- 河南洛阳
- 张晓君 15032551755
- 唐山冶金矿山机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
保养以延长其使用寿命和工作效率。
1.经常检查地脚螺栓,不得有松动、脱落和折断。
2.每天检查减速机箱体,轴承处温度不能超过允许温度。
当温度超过室温40℃时,应检查轴承是否损坏,是否安装不当或缺少润滑油脂,负荷时间是否过长,运行有无卡滞现象等。
3.检查润滑部位
。钢丝绳电动葫芦初期使用时,每三个月换一次润滑油,并清洗箱体,去除金属屑,以后半年至一年换一次,润滑油不得泄漏,根据润滑油的清洁程度,但油量要适中。
4.注意齿轮啮合声响。
噪声过高或或有异常撞击声时,要开箱检查轴和齿轮有无损坏。正常状态下其响声均匀轻快,噪声不超过85dB(A)。
5.用磁力或超声波探伤仪检查减速机轴,发现裂纹应及时更换。
6.门式起重机电动葫芦壳体不得有变形、开裂现象。
减速器种类很多,如渐开线圆柱齿轮减速器、双圆弧圆柱齿轮减速器、摆线针轮减速器、NGW型行星齿轮减速器、三环减速器、圆弧圆柱蜗杆减速器等。设计中应该选用标准减速器,便于设计、制造、修理和更换。
选不到适用的标准减速器时,则设计的减速器,在设计时,应该考虑的主要问题有:传动型式、传动布置、传动参数设计,传动件、支承件和箱体等的设计,润滑和密封设计及散热等。还可以进行优化设计以提高设计质量。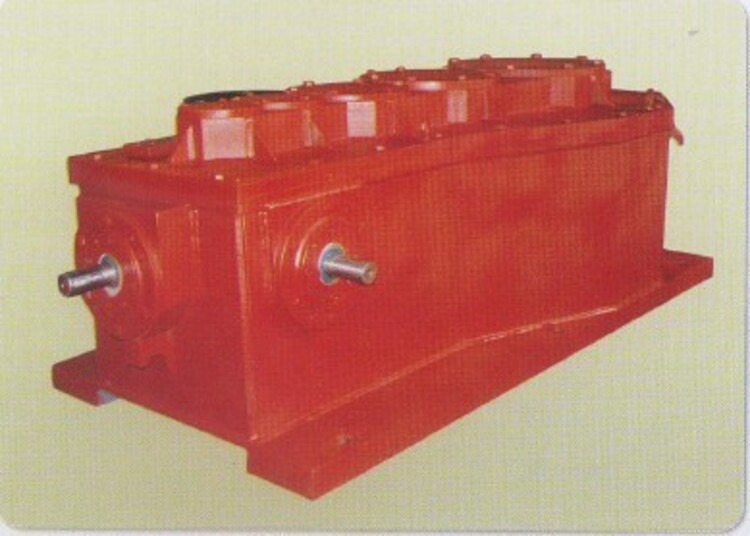
齿轮传动,作为一种的动力传输方式,被广泛应用于各行业。随着加工工艺的日趋更新,软齿面齿轮已经被逐渐的淘汰,取而代之的是渗碳淬火硬齿面齿轮。它在更小的体积内,实现了更大的扭矩传递,并且在齿部的弯曲强度和接触强度上,得到很大的提高。硬齿面齿轮传动因其较高的承载能力和更长的使用寿命被各行业所认可。
硬齿面齿轮是指硬度在 HRC40 以上的齿轮,通常都需要热处理进行淬火或者渗碳淬火,在热处理之后,由于热处理会使工件产生变形,其热前加工的精度会普遍降低 1-2 级,所以热后需要进行精加工。这样较的硬齿面齿轮较普遍的加工方式为行滚齿,然后进行渗碳淬火,后再进行齿面磨削,这样的工艺可以使整个齿面得到相同的组织以及渗碳层深度,齿面终硬度可以达到 HRC58-HRC62,并且获得很高的齿面几何精度及表面光洁度。这也是现在行业内的主导工艺,其核心工序为滚齿和磨齿。
热后磨齿
磨齿是获得齿面的有效和可靠的方法,将滚齿余量及其变形量磨掉。为了使齿轮在负载状态下受力及啮合更加合理,齿轮会在标准渐开线齿形和齿向上做一定的修正。CNC 磨齿机通过预设的参数,将齿部形状磨削为要求的几何精度。并且通过选择匹 配的砂轮及修整参数,磨削达到终的粗糙度要求,行业内普遍的要求为 Ra0.8,也有一些特殊应用,如风力发电齿轮箱等,需要达到 Ra0.6 甚至更高。其加工方法分为展成磨和成型磨。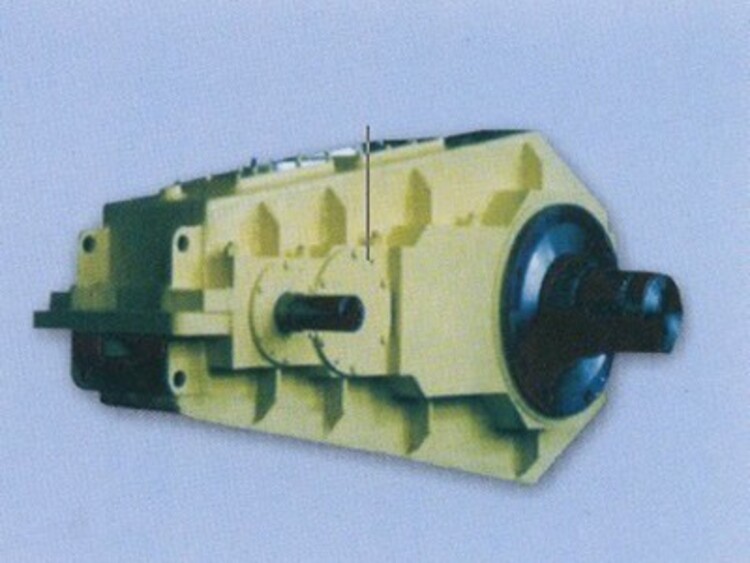
成型磨
砂轮被金刚轮修整成与齿形相同的形状,逐个齿进行磨削。这种生产方式较为柔性,在更换齿轮型号时,只需要将砂轮修整为与其对应的形状即可。整个修整与加工过程由预设的 CNC 轴进行控制。这项加工技术在国际上比较的公司有 Gleason、Hoefler 等, 其生产的成型磨机床加工精度可以达到 3 级,而且由于整个齿面的形状是由成型的砂轮一次连续磨削而成,所以整个齿面粗糙度可以达到 Ra0.4-Ra0.8。
在实际生产过程中,太高的表面质量要求,以及高的磨削进给量,都会产生更高的烧伤风险。不同的企业也都采取更为精细化的磨削参数进行加工,来保持成本优势。随着科技的进步,一些新的工艺也正在出现来满足市场需求,比如在成型模后进行超精磨,这样工件的表面光洁度可以达到 Ra0.2;或者用双磨头加工,其中一个磨头用于粗磨,另一个磨头安装特殊的砂轮用于精磨,来达到效率和质量的双赢。
硬齿面减速机的齿轮采用高强度低碳合金钢经渗碳淬火而成,齿面硬度高,齿轮均采用数控磨齿工艺,精度高,接触性好,传动,运转平稳,噪音低;体积小、重量轻、使用寿命长、承载能力高;易于拆检,易于安装。
1、中心距、中心高、传动比均采用数系的数。
2、齿轮参数、结构经过计算机优化设计。
3、齿轮采用高强度低碳合金钢经渗碳淬火磨齿。齿面硬度高,齿轮精度达国际标准6级。
4、传动、噪声低、承载能力达90年代世界水平。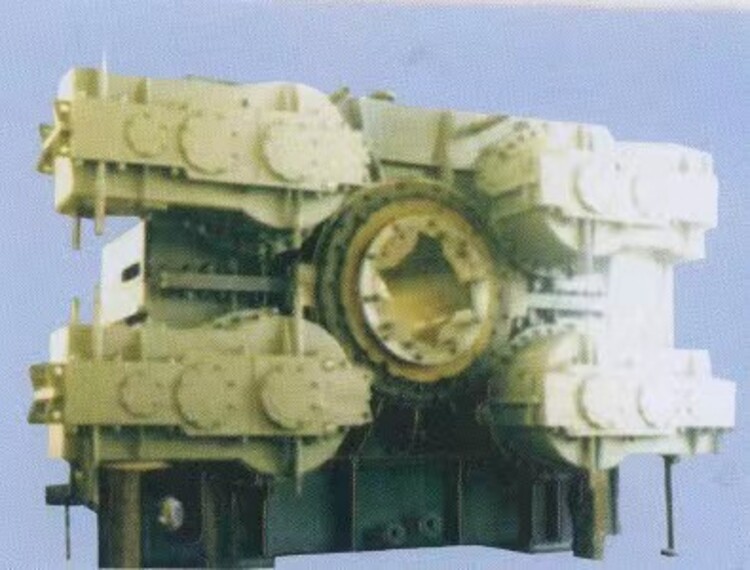
硬齿面减速机的主要优势有哪些?硬齿面减速机是电梯传动装置中的一个重要部件,其稳定性直接影响整个传动系统的性能。但若购买硬度不合格的硬齿面减速机,或使用周期过长或超负荷,都会加速硬齿面齿轮磨损,影响传动系统正常工作。
高强低碳合金钢齿轮渗碳淬火,齿面硬度高,齿轮采用数控磨齿工艺加工,精度高、接触面好、传动、运转平稳、噪音低;体积小、重量轻、寿命长、载荷大;拆装检验方便、安装方便。中高。中心高度传动率。装置的参数用电脑优化设计。选配高强低碳合金钢齿轮箱,经渗碳淬火研磨。齿面硬度高,精度达到国际6级。
通过复合工艺技术加工举措,让齿轮表面的硬度获得工艺要求,所以在减速机中应用硬齿面齿轮,发挥的作用。当前应用广泛的硬齿面齿轮磨削加工技术,虽具有良好加工精度,但也存在复杂的操作工艺流程、较高的加工成本和低生产效率等问题。因此,经不断的研究和实践,滚齿机上使用硬质合金刮削滚切加工工艺发挥了较理想的利用效果。下面对此加工工艺展开分析,提出用其加工形成的硬齿面齿轮于减速机中的应用情况。
- 减速机
- 硬齿面减速机
- 河南洛阳
- 张晓君



