片碱螺旋输送机材质,绞龙输送设备
- ¥5000.00
- 2024-11-23 01:55:56
- 螺旋输送机,绞龙输送设备
- 河南洛阳
- 韦文杰 18738381900
- 河南骄阳机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋输送机的支架也是输送设备中的配套设备,其中支架的焊接工艺也是非常重要的,如果焊接不结实的话,就会影响其使用。下面简单介绍几种焊接方法:
1.引弧
(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊
.管式螺旋输送机也被称为螺旋给料机,由于机壳是一根钢管,所以在清理的时候有两种方法,用水冲洗或者通风清理。注水清理是指在进料口通入大量的水冲洗管内,将残存的物料冲刷出去。通风清理是用气泵或者风机将大量空气通入管内,将物料吹出管体。这两种方法都可以很方便的将管内的物料清理干净。
对螺旋输送机内部进行清理还可以将附着在螺旋轴及叶片上的物料清理干净。并且可以防止物料进入中间的吊挂轴承内。我们都知道,吊挂轴承用在输送距离较远的螺旋输送机内,如果吊挂轴承进入大量物料,就容易造成轴承损坏,甚至螺旋轴断裂。因此,用户在使用完毕以后需要对设备进行及时的清理。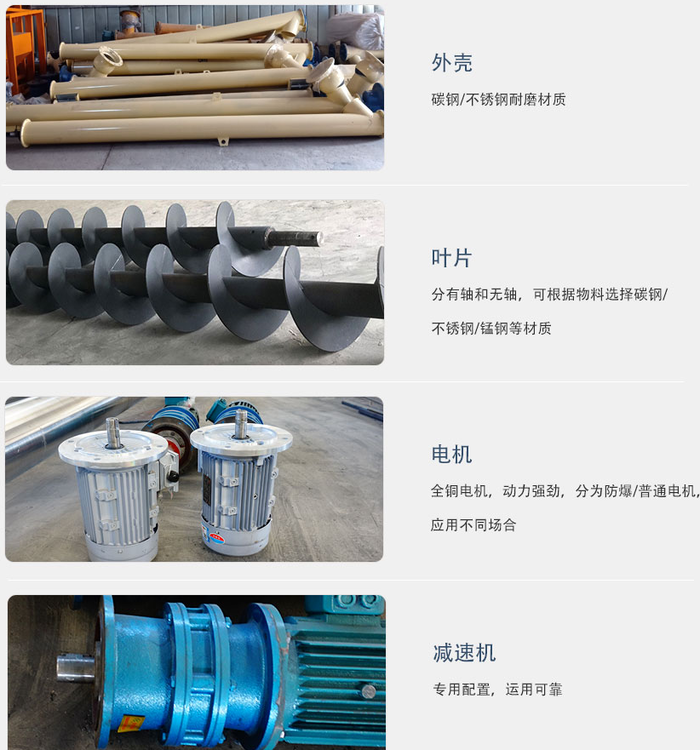
使用螺旋输送机的用户都知道,输送机可根据客户及场地要求选用不同的出料口形式。
螺旋输送机出入料口情势有三种:万向球,布袋和法兰团结。
万向球团结密封性能好,能调治安置角度,安置简略方便,成本高。
布袋团结密封性能差,不能调治安置角度,安置简略方便,成本低。
法兰团结密封性能好,对安置角度要求高,安置庞大,成本低。出料口一般选用布袋团结形式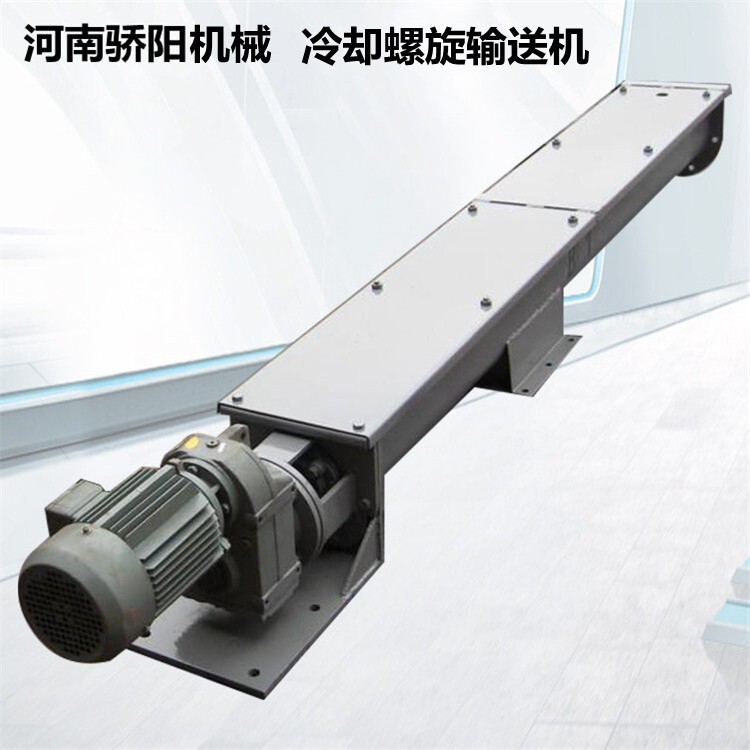
螺旋输送机的转速是决定输送量的关键因素。我们平时都遵循着一个原则,那就是在满足输送量的前提下,我们要尽量降低螺旋输送机的转速。因为当螺旋输送机的转速超过一定的极限值时,物料收到的离心力很大就会适得其反,把物料抛出去。使之克服了其处理粘性粉尘易形成筒壁粘结的问题,提高了加湿机的适应性,扩大了 单轴粉尘加湿机的应用范围。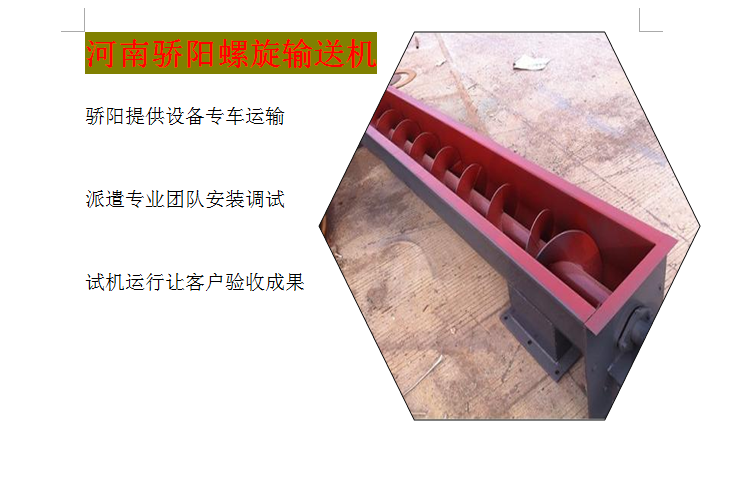
螺旋输送机进、出料装置有进料口,方型出料口,手推式出料口,齿条式出料口四种。由用户在使用现场在机体上开口焊接。布置进、出料口 位置时应注意料口至端部的距离,同时避免料口与吊轴承加油杯、机壳联接法兰、底座等相碰。
驱动装置有ZQ系列减速器+Y系列电动机,YTC齿轮减速电机两种。
螺旋输送机的倾斜角度对于螺旋输送机输送过程的生产率和功率消耗都有影响,一般它是以一个影响系数的形式来体现的。螺旋输送机输送能力将随着倾斜角度的增加而迅速降低的,同时,螺旋输送机布置时倾斜角度也将影响物料的输送效果。另外倾斜角度的大小还会影响填充系数,倾斜角度越大,允许的填充系数越小,螺旋输送机的输送能力越低。因此,在满足使用条件的前提下,螺旋输送机尽量避免倾斜布置,而好采用水平布置;若工艺需要采用用倾斜布置,为了提高输送效率,倾斜角度也不宜太大,一般倾斜角度β=10°~20°。若不能满足要求,可采用多级倾斜布置,以减少损耗。
螺旋输送机对于减轻繁重的体力劳动,提高劳动生产率,实现物料输送过程的机械化和自动化,都具有重要的现实意义。未来螺旋输送机发展方向和趋势是:①大运量、高速度、长使用寿命;②低能源消耗及降低能量消耗;③智能化发展;④空间可弯曲输送;⑤组合复合化输送,向着大型化发展;⑥扩大使用范围;⑦环保意识设计,减少污染,实现设计的目标。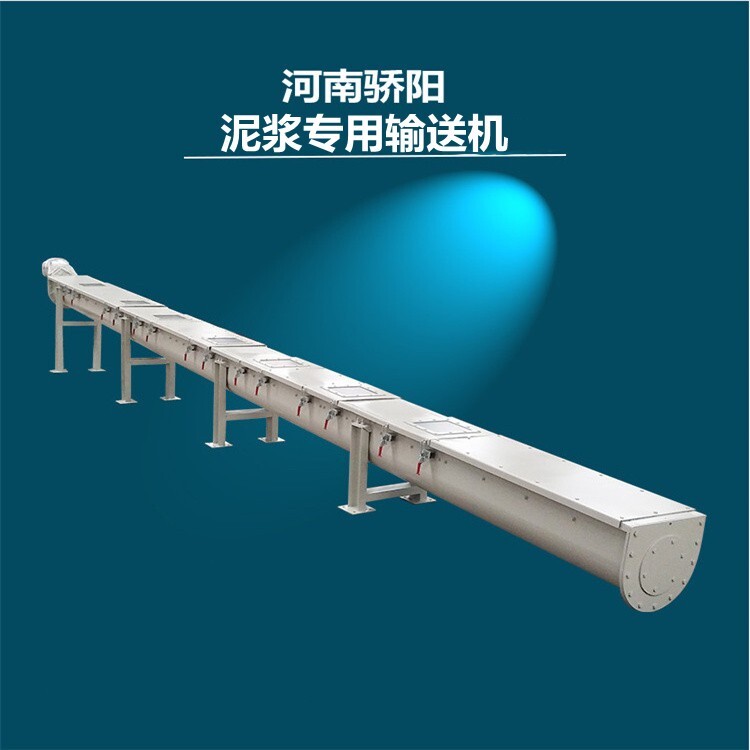
一台螺旋输送机通常 由驱动装置、 头节、 若干标准中间节、 选配中间节、 尾节、 进料口 、 出料口 等组成, 除头节和选配中间节外, 各节螺旋机及机壳均有互换性。
- 螺旋输送机,绞龙输送设备
- 螺旋输送机
- 河南洛阳
- 韦文杰


