中山缠绕膜价格



1/3
- 面议
- 2025-02-14 04:21:59
- 膜
- 河南洛阳
- 罗经理 15814199777
- 东莞市鸿宇塑料机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
流延薄膜是通过熔体流涎骤冷生产的一种无拉伸、非定向的平挤薄膜。通过流延方法制备的塑料薄膜,先经过挤出机把原料塑化熔融。通过T型结构成型模具挤出,呈片状流延至平稳旋转的冷却辊筒的辊面上,膜片在冷却辊筒上经冷却降温定型,再经牵引、切边后把制品收卷。包括PE 流延膜(CPE)—又分为LLDPE、LDPE、HDPE 流延膜;PET 流延膜;PVC 流延膜;PP 流延膜(CPP);EVA 流延膜;CPET流延薄膜;PVB 玻璃夹层薄膜等。
与挤出吹膜形成的膜坯成管状不同,这种成膜方法的膜坯为片状。吹膜的膜坯是经过吹胀和牵引拉伸风冷定型,而流延膜的膜坯是在冷却辊筒上冷却定型。流延薄膜在挤出流延和冷却定型过程中,既无纵向拉伸,又无横向拉伸。用流延法成型的薄膜,厚度比吹塑薄膜均匀,透明性好,热封性好。厚度在0.005-1mm范围内。一般多用来包装干燥饼干、瓜子,做复合材料的热封层基材及各种建筑用防水材料等。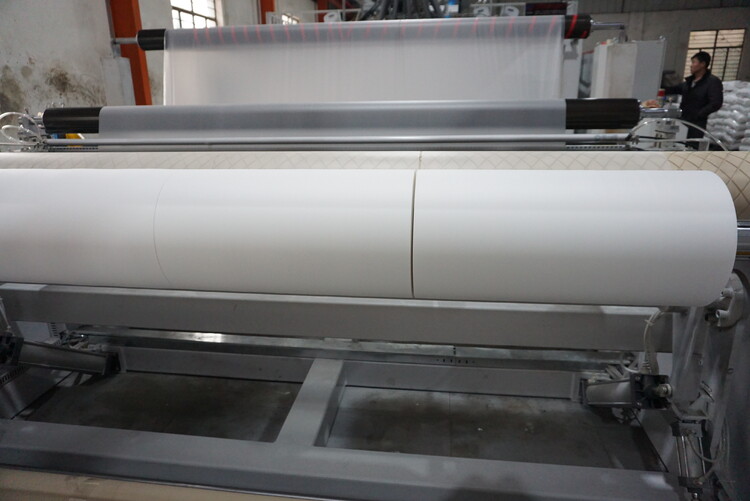
生产用T型机头是关键设备。由于宽幅薄膜有利于提高生产能力,而生产中从机头间隙中挤出的薄膜宽度减去“颈缩”宽度和切边宽度后即为产品宽度,因此宽幅薄膜需要用相应宽度的机头来生产。在机头的设计制造中,使物料沿整个机唇宽度(大达3.5m)均匀地流出,机头内部流道内无滞流死角,并且使物料具有均匀的温度,需要考虑包括物料流变行为在内的多方面因素,并采用精密的加工技术。在聚乙烯生产中.采用多的是渐减歧管衣架式机头(见图4-50)。该种机头一般采用节流块和弹性模唇共用的方式,以调节挤出薄膜的厚度均匀性。
- 鸿宇
- 膜
- 流延膜生产线
- 河南洛阳
- 罗经理
东莞市鸿宇塑料机械有限公司为你提供的“中山缠绕膜价格”详细介绍


