鼎湖区厂家钢带增强螺旋波纹管





- ¥12.00
- 2025-01-31 14:19:13
- HDPE
- 6m
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- 云南昆明
- 李水胜 18022166170
- 佛山市盛畅管业科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钢带管要内表面的平整,还需要外部波形的规整;在PE管材的内外壁应不存在任何的气泡和可见杂质,焊缝应严密无脱开;在切割之后的PE管,应对其断面进行修正,没有毛刺的存在;在管材两端的钢带管切口处应在管材的同一纵向线上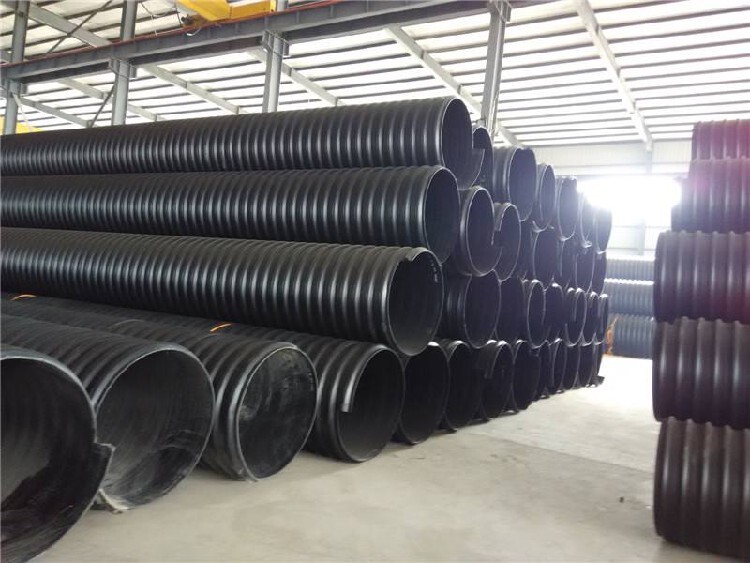
钢带管的防腐层是指粘接树脂和外层,其厚度应符合CJ/T225-2006标准中的有关规定;对于管材的物理力学性能也应符合相关规定;生产钢带管所使用的原料是以PE管为主,其中仅可以加入可以提的的添加剂,其中聚乙烯的含量应在90%以上。
电热熔带连接时,严格按 照 电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应其步骤如下:
1)、检查钢带增强螺旋波纹管和电热熔带是否有损伤。2)对齐管道和清除杂物。3)通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。4)、用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。5.)用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。6)将焊机的输出线端与电热熔带的连接线头相连接。7)焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。
热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与的将相邻钢带增强螺旋波纹管管端贴合紧箍连成一体的连接方法。
热收缩管连接一般用于管径小于1200mm的钢带增强聚乙烯螺旋波纹管(大于1200mm以上的目前只能用纤维增强聚乙烯热收缩带沿接口缠两层外两加卡箍)。连接时按照热收缩管(带)的工艺要求进行操作,应把连接部位的管材外壁打磨干净、对管材进表面处理,再将热收缩套于需连接的两管端,然后进行加热使热收缩管(带)的内壁与管材外壁粘合,待冷却后形成恒定的包紧力达到管材连接要求。采用热收缩连接时,应将待连接管端对齐,尽可能不留间隙。对热收缩套加热时,应注意火焰温度,可以从热收缩套中部往两边逐渐加热,也可以从一端向另一端逐渐加热,要把热收缩管与管材间的气体全部排除,使其与管材全部贴合,同时应使热熔胶从热收缩端口析出。
将热缩管穿套在两待连接管的一端上,拉到距连接端面大于500mm的位置(此时热缩管内壁的防护纸层不能被破坏,完整,才能防止污物、灰尘和水等浸入热缩管内壁)。
打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,少要打磨叁个半波节长,钢丝刷的外形应与波纹管外形一致(每一个规格配一种钢丝刷)
用清洁的布,将打磨后的管端部分擦干净。
将两对接管端面对齐并固定,不能有错位。
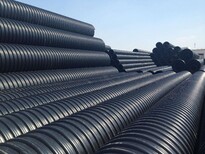
钢带增强聚乙烯螺旋波纹管材检验标准,一是管材外观,表面光滑,无疤痕,钢带无凸起,外层聚乙烯复合接缝处粘接牢靠,管材切割面平整,两切断面在同一轴线上,管材内壁无凹陷,内层粘结牢靠,第二管材尺寸要严格执行产品标准,螺距以管材测定环刚度为准进行调整,每根管材至少检测三次管材螺距,要对管材两端及中间位置进行螺距检测,第三管材长度要根据生产订单进行定长,管材性能,管材环刚度测量值达到生产计划要求,经过检测之后才能进行批量生产,每根管材进行管材重量称重,做好记录。
环刚度高,抗外部荷载能力强。由于管材自身的钢带结构,大大提高了管材的刚度(其大环刚度可达SN16),使管道在埋深较大的情况下不致发生变形,确保了管道质量。
具有较强的耐腐蚀性。本工程地下水对钢结构及混凝土结构兼有腐蚀性,因此在管道刚度的同时亦应考虑管材的耐腐蚀性能。钢带增强聚乙烯(PE)螺旋波纹管的内外层聚乙烯基体大大提高了管道的防腐性能,地提高了管材的使用寿命。
钢带增强聚乙烯(PE)螺旋波纹管作为近年来我国自主研发的新型管材,在工程中的应用正日益广泛。钢带增强聚乙烯(PE)螺旋波纹管是颇具发展前景,值得大力推广,我们应该充分应用推广发挥它大的优势。
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- PE管材
- 云南昆明
- 李水胜
- HDPE
- 6m
- 1.25Mpa
- 80℃
- 排水管
- 8mm
- 400mm
- 黑色