甘南中高杆灯定制,中高杆灯厂家报价






- 面议
- 2025-01-16 20:25:47
- 中高杆灯
- 云南昆明
- 周万英 15895739816
- 扬州泰耀照明有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
泰耀照明法兰:法兰材质一般是Q235,法兰大误差25丝(比如10mm,要达到9.75mm以上),法兰下料分为剪冲下料、等离子切割下料以及激光切割下料三种
泰耀照明煎冲下料:为常规下料工艺,一般采生煎板机及冲床下料,优点:,运行成本低(加工成木低)缺点:边缘不整齐有毛刺和缺角,不平整腰孔处一般有翘角现象,每块法兰之间误差较大,一致性差,中间焊接孔一般需要人工火焰切割,度差。
等离子切割:一般采用板材离子设备进行切割下料,优点:切割速度相对较快,边缘及腰孔及中心孔都比较光滑,相对。缺点:加工成本相对较高,四周及开孔处都有一定的坡度,板材越厚,坡度相对越明显。每块法兰的起火点(穿孔)都有一个小的豁口,有一定的刮渣,需要后期打磨处理。
泰耀照明激光下料:采用板材上激光设备进行下料,优点:效率较高,所有的切割孔都比较光滑平整垂直,加工成本较低。缺点:前期设备投入较大,板材厚度越高,需要激光功率越大。
焊接制作
泰耀照明焊接工艺分为气保焊 、氩弧焊、激光焊、电焊
焊接顺序:精工下料后根据不同的杆形先做工装,进行首件打样(参与人员有技术部负责人生产部负责人质检负责人及一线焊工组组长)。确认无误达标后方可进行批量生产。
泰耀照明打磨:一般采用角磨机、磨头钻进行人工打磨至光滑平整。
泰耀照明喷塑:镀锌后杆件返厂-灯杆较直根据不同规格的丝牙进行攻牙,上螺栓--粗打磨(去锌渣360无死角打
磨,打磨后要求锌层均值厚度达到65um)-焊接拼接处或整杆刮高温腻子自然风干后再用气磨机精磨。
根据特定工艺要求可整杆进行水磨研磨抛光处理,确保杆件表面光滑平整,按所需颜色喷涂塑粉,检
查杆件喷涂表面是否有堆粉、积粉,确认好没问题,将喷好塑粉的灯杆送至烘箱内进行高温烘烤。炉
内温度一般为200-230°进行烘烤45分钟左右后出炉,然后冷却30多分钟左右,将其灯杆卸在格登上
进行全面检查,对有气泡、漏底、钉眼、堆粉、等瑕疵进行气磨修复处理(无特别要求,采用电脑调
漆修补即可,高标准的重新喷塑,采用油漆修补成本低、速度快,但会有色差,修补处耐候性差
再次喷塑修复,成本高,速度慢,无色差、耐候性好。
喷塑厚度均值厚80-120um(附着力较强),过厚影响附着力,喷塑附着力检测:百格检测(工具:百格刀)
并采用3M胶带,粘粘数次不易脱落
泰耀照明成品检测:各部位尺寸再次核验并填写检查结果数据表-表面处理是否符合可出厂标准,不合格则进行返修处理
成品包装:1、普通包装2、毛毯或毛毡包装、3、打木托、4、 木架、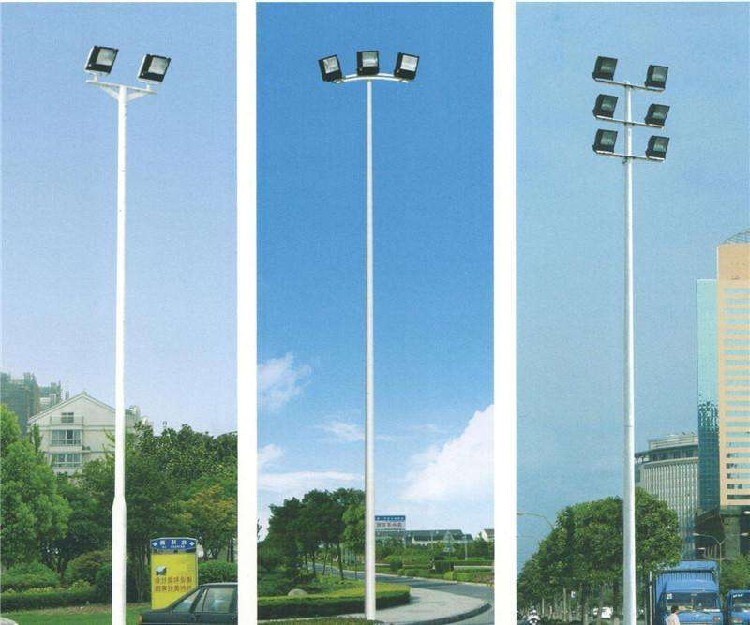
配置
1.灯杆为八棱、十二棱、十八棱锥形杆体,由高强度钢板经剪制、折弯、自动焊接成形,一般高度有25、30、35、40等规格,设计大抗风能力可达60米/秒,每种规格由3至4节插接组成。配法兰钢底盘,直径1米至1.2米,厚30mm至40mm。
2.功能性以框架结构为主,也有以装饰性为主材料以钢通、钢管为主,灯杆、灯盘采用热浸锌处理。
3.电动升降系统由电动马达、卷扬机、三组热浸镀锌控钢丝绳及电缆等组成。灯杆体内安装,升降速度为每分钟3至5米。
4.导向、卸荷系统由导向轮和导向臂组成,确保灯盘在升降过程中不会发生横向移动,灯盘上升到位时,能将灯盘自动脱落并由挂钩锁定。
5.照明电器系统设6—24盏400w—1000w金卤(白光)、投光、泛光灯具,电脑时控器可自动控制开关灯时间及部分照明或全照明。
6.防雷系统:灯顶加装1.5米长避雷针,地下基础装1根1米长接地线并与地下螺栓焊接。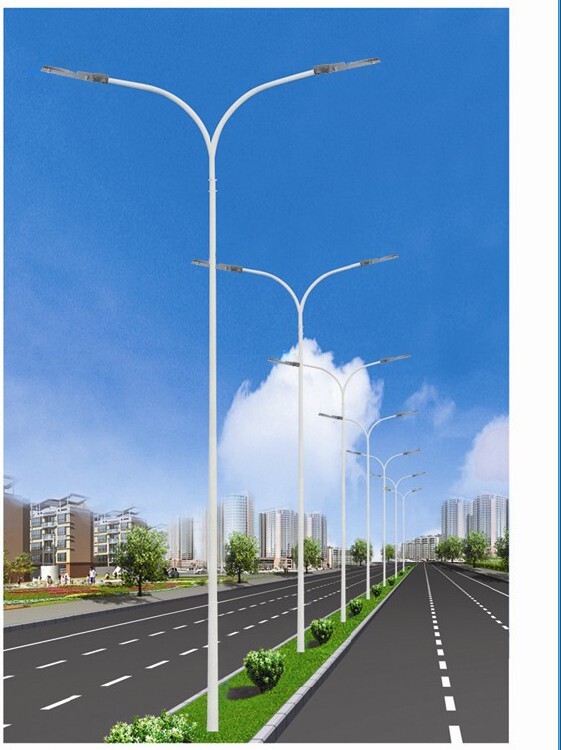
一般可分为升降式和非升降式。升降式主杆高度一般是18米以上,电动升降操作方便,灯盘升至工作位置后,能自动将盘自动脱、挂沟,钢丝绳卸和。
升降式高杆灯设手动和电动两种升降控制方式,使灯盘可以安全可靠地降到离地面2.5米处,方便维护工作。手动遥控装置引出线的长度为10米,操作人员在5米处遥控灯盘的升降,这样可确保操作人员的人身安全。升降式高杆灯还配备一段备用电缆,当灯盘降至低位置时,该电缆一端插入电气控制系统的插座内,另一端插入灯盘上的接线盒内,如此就能对灯盘直接供电,检修灯具。
- 中高杆灯
- 道路灯
- 云南昆明
- 周万英



