兴安盟新款冷弯成型机械,冷弯成型机械厂商





- 面议
- 2024-12-14 02:54:29
- 冷弯成型机械
- 山东济宁
- 王泽顺 18824822002
- 佛山市顺天游冷弯机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 了材质的强度, 提高了支护钢拱架的质量,地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。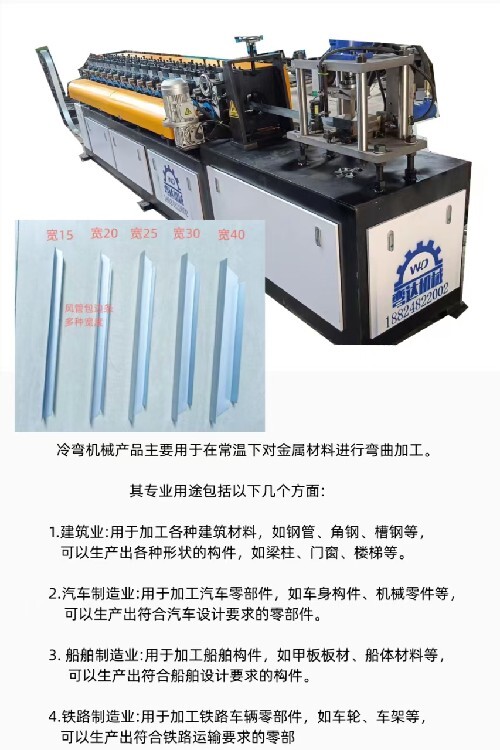
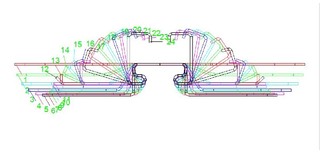
有芯弯管的工作原理如图2所示,具有半圆形凹槽的弯管模1,由电动机经过减速装置带动旋转,管子4置于弯管模盘上用夹块2压紧,压紧导轮3用来压紧管子的表面,芯轴5利用芯轴杆6插人管子的内孔中,它位于弯管模的中心线位置。
冷弯型材的次公开报导是1855年美国纽约修建办公大楼时用了铆接工字梁。连续辊弯成型机组1910年始建于美国,此后冷弯型材生产则大力发展起来。与热轧型材比,冷弯型材尺寸、外表光洁、具有热轧无法生产的异形断面形状、相同重量下抗弯和抗扭性能好,因而使用冷弯型材能节约金属30%以上。此外生产方式简单,设备投资不大。故冷弯型材生产不断得到发展。一般产钢国家冷弯型材占轧材总量的2%~4%(高达5%)。
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。
冷弯成型机械的优势 性:冷弯成型机械可以实现批量生产,提高生产效率。 性:通过调整辊轮的形状和位置,可以地控制金属板材的弯曲角度和形状。 环保性:冷弯成型过程中不需要加热金属板材,避免了材料的热变形和质量损失,同时减少了能源消耗和环境污染。
冷弯成型机械的品牌与供应商 在国内,有多家的冷弯成型机械品牌,这些品牌在冷弯成型机领域拥有丰富的经验和雄厚的技术实力,产品质量可靠,性能稳定,并得到了广大用户的认可。 在选择冷弯成型机械时,建议根据自身需求和具体项目情况,综合考虑品牌声誉、产品质量、售后服务等因素进行选择。同时,也可以参考其他用户的评价和反馈,以获取更全面的信息。 总的来说,冷弯成型机械是一种重要的金属加工设备,其广泛的应用领域和显著的优势使得它在现代工业生产中发挥着越来越重要的作用。
- 冷弯成型机械
- 冷弯成型机
- 山东济宁
- 王泽顺


