东城出售挤塑板价格




1/4
- 面议
- 2025-02-04 07:11:46
- 挤塑板
- 山东济南
- 吴经理 15030696888
- 廊坊捷诺保温建材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
挤塑板的生产工艺包括以下方面:通用级聚苯乙烯与成核剂、助燃剂等通过喂料机进入级塑料挤出机,在挤塑机内充分塑化后再注入发泡剂(目前常用的是氟利昂,环保型的二氧化碳发泡剂也在逐步推广中),发泡剂在第二级挤出机中与其他原料充分混合和冷却后通过模具挤出,在模具挤出后压力迅速释放,被塑料包裹的发泡剂迅速膨胀形成密闭的泡孔,在泡孔的作用下聚苯乙烯塑料形成了有蜂窝状密闭泡孔的发泡板。再经过定型牵引机将板材定型为所需的厚度和宽度,经过切割成型即可。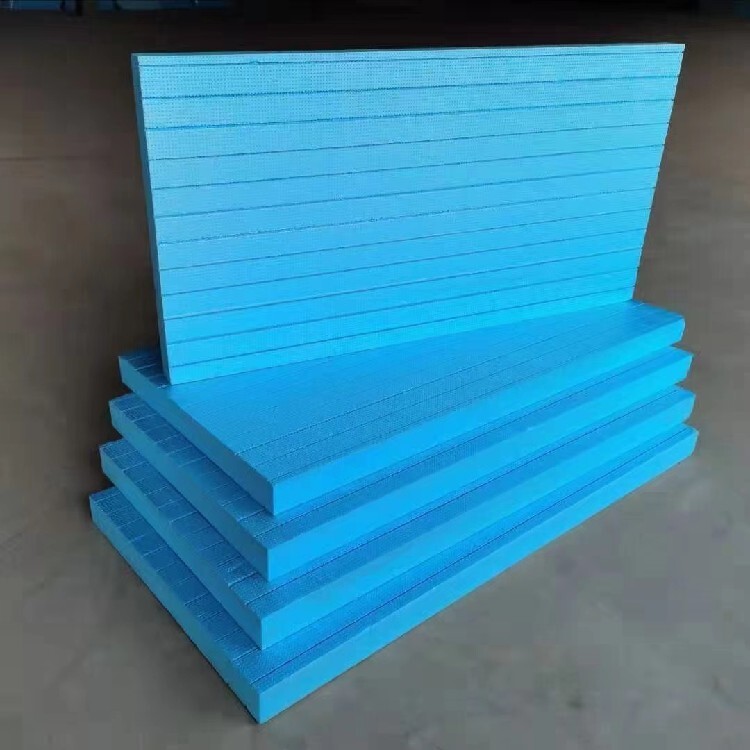
变形缝、界格缝处施工:
1)墙身变形缝的金属盖缝板应在挤塑板粘贴前按设计定位并与基层墙体固定牢固。
2)在金属盖缝板与挤塑板相接处及界格缝处填塞发炮聚乙烯实心圆棒,其直径应为缝宽的1.3倍,分两次嵌入密封膏,深度为缝宽的50—70%
3)密封膏的施工应注意不要污染两边挤塑板面层。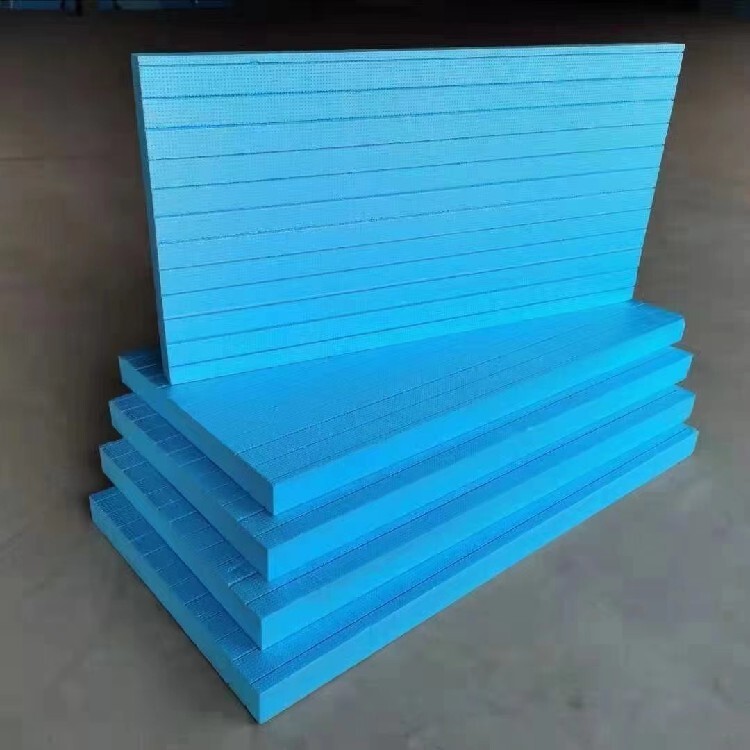
项目:
1)挤塑板、网格布的规格和各项技术指标,聚合物砂浆配置原料的质量符合要求。
2)挤塑板与墙面粘贴牢固,无松动和虚粘现象。
3)聚合物砂浆与挤塑板粘贴紧密,无脱层、空鼓、面层无爆灰和裂缝。
- 挤塑板
- 挤塑板
- 山东济南
- 吴经理
廊坊捷诺保温建材有限公司为你提供的“东城出售挤塑板价格”详细介绍
推荐信息
-
 河南洛阳A级外墙保温板隔热岩棉板憎水夹芯岩棉条厂家直发价格
河南洛阳A级外墙保温板隔热岩棉板憎水夹芯岩棉条厂家直发价格 -
 四川省泸州现货直发华能中天A级防火岩棉板挤塑板橡塑板
四川省泸州现货直发华能中天A级防火岩棉板挤塑板橡塑板 -
四川省德阳现货直发祈源A级防火岩棉板岩棉条岩棉管
-
 四川省绵阳现货直发伊利玻璃棉卷毡贴铝箔彩钢房用
四川省绵阳现货直发伊利玻璃棉卷毡贴铝箔彩钢房用


