65Mn锻件双轮沿热处理保性能





- ¥4.50 ≥1-100套
- ¥5.50 1-10-1-100套
- ¥6.00 1-5-1-10套
- 2025-03-11 09:49:40
- 锻件,锻材,锻打件,轴/齿轮/环锻件
- 山东济南
- 李经理 13573763066
- 济南济鲁特钢有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
65Mn锻件双轮沿热处理保性能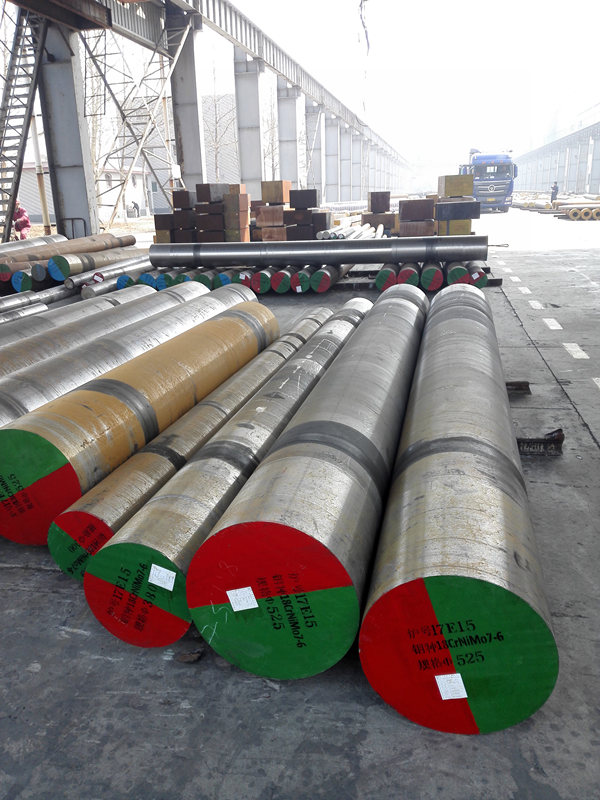
合模力的大小,决定了挤压补缩力的大小。全液压式传统压铸机,其合模力就是其的锁模力,也可作为其挤压补缩力。而曲肘式压铸机的向前挤压力等于其合模油缸力乘以锁模机构的杠杆比,但也不能超过其锁模机构所能承受的抗压强度。用这种设备进行挤压压铸,由于其合模初期位置并未到达合模机构的自锁"死点",而挤压终结位置才是其锁模抗力的"死点",若以同样压铸比压充型,所能生产的零件的投影面积有所减少。界定挤压铸造的主体技术特征挤压压铸的挤压补缩比压约为普通压铸压射比压的5-1倍。以挤压压铸的挤压比压衡量,现时除了用四柱油压机改造的立式开模浇注挤压铸造机符合挤压铸造主体技术指标外,其余装置实现的,还只是属于传统压铸所属工艺范围,还不是真正意义上的挤压铸造。这个概念,我们是要界定清楚的。以传统压铸机压射装置进行挤压压铸工艺的不可行性现时传统压铸机无论是哪一种锁模机构,受帕斯卡定律的制约,设计的压射力约是锁模力的十分之一。
我公司能为用户提供:各种规格热锻、热轧特殊钢材料,圆钢、方钢、扁钢、锻件、模块、卷板、钢丝。
生产规格:6.5MM-1000MM,长度可按照用户要求定尺、不定尺长度交货。
各种锻件:台阶轴、筒形件、饼形件、环形件、模块、三通阀体、以及其他异型铸件、锻件等。
冶炼工艺:EAF电弧炉+LF钢包精炼炉+VD真空精炼炉/非真空感应炉/+ESR电渣炉等。
交货状态:热锻/热轧+退火/正火/回火/调质(淬火+回火)/预硬/固溶/时效/缓冷等。
表面处理:黑皮/冷拉/磨光/剥皮/粗车/铣光/精加工等。
探伤检测:按GB/T4162、GB/T6402、JB/T5000等或按照用户要求的探伤标准,确保通过超声波探伤。
交货周期:合同生效7-30天内,或按照用户要求时间交货。
材料执行标准:GB/T3077-99、军标、美标、英标、德标、欧盟标准以及各种企业标准,可根据客户提供的标准定产。

公司拥有4500吨快锻水压机:大型锻造模具扁钢及模块,宽度可达2米,圆钢直径可达1米。
其他国家相应的钢种牌号请来电货邮件咨询,我们一定为您提供、热情周到的服务!谢谢!
联系电话: 李先生
事实上,很多失效事故是可以通过合理的选材而予以避免的。金属的腐蚀,按机理可分为特理腐蚀、化学腐蚀与电化学腐蚀三种。生活实际、工程实际中的金属腐蚀,绝大多数都属于电化学腐蚀。应力腐蚀开裂(SCC):是指承受应力的合金在腐蚀性环境中由于烈纹的扩展而互生失效的一种通用术语。应力腐蚀开裂具有脆性断口形貌,但它也可能发生于韧性高的材料中。发生应力腐蚀开裂的必要条件是要有拉应力(不论是残余应力还是外加应力,或者两者兼而有之)和特定的腐蚀介质存在。
- 锻件,锻材,锻打件,轴/齿轮/环锻件
- 模具
- 山东济南
- 李经理
推荐信息
-
 NB/T47008优级16Mn管件厂家GJB/T标准圆钢
NB/T47008优级16Mn管件厂家GJB/T标准圆钢 -
 压力容器用20MnMo三通厂家GJB/T标准圆钢
压力容器用20MnMo三通厂家GJB/T标准圆钢 -
 抗氢裂耐腐蚀1Cr18Ni9Ti锻件16Mn法兰来图加工
抗氢裂耐腐蚀1Cr18Ni9Ti锻件16Mn法兰来图加工 -
 济南锻造42CrMo圆钢方钢SCM415来图加工
济南锻造42CrMo圆钢方钢SCM415来图加工



