大理石雕刻刀的用途编辑
1、用于雕刻各种石碑、墓碑、功德碑、指路碑、书法碑、艺术图章等。
2、用于天然青石、大理石、花岗岩、玉石等的精加工,如:将平面砖加工成艺术地砖。
3、用于艺术玻璃、翡翠、屏风、玻璃装饰品等的精加工。
4、在工艺品上进行二次加工,如在石材桌凳上刻图案,在碗盘上刻字
5、可在以上物体的平面、球面、凹面,进行刻字、划线、刻浮雕、刻阴阳字等,图案的深浅及圆、平、尖底可随意控制,加工出的产品具有立体效果。
6、可用于线雕、二维雕刻、三维雕刻、切割、倒边、清底、钻孔等。
玉石雕刻刀的使用知识编辑
[1]
说起大理石雕刻刀使用,其实与其他雕刻刀具的使用没有多大区别,一般上可大致分为以下几点: :精密小型浮雕加工,推荐使用圆底刻刀。
第二:高密度板,实木推荐使用棱齿铣刀。
第三:粗加工刨花板等推荐使用多条纹铣刀。
第四:多层板,夹板加工,推荐使用双刃直槽铣刀。
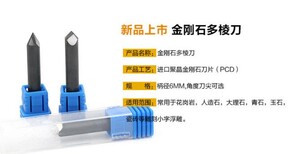
第五:压克力镜面雕刻加工推荐使用金刚石雕刻刀。
第六:上下面**刺切割加工,推荐使用单刃,双刃上下切铣刀。
第七:铝板切割加工,推荐使用单刃铝用铣刀。加工过程中不粘刀,速度快,
第八:下切刀的使用效果,加工产品上表面**刺,加工时不会翘板。
第九:软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。
第十:密度板切割加工,推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点。
第十一:压克力切割加工,推荐使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,,不粘屑,真正环保,其特殊的制造工艺加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。
大理石雕刻刀磨损及应对之策编大理石雕刻刀磨损及应对之策
定义和了解雕刻刀具磨损,可以帮助刀具制造商和用户延长刀具寿命。此外,当今的刀具涂层技术(包括采用新的合金元素)提供了进一步延长刀具寿命的有效手段,同时可以显著提高生产率。
大理石雕刻刀磨损机理
在金属切削加工中,产生的热量和摩擦是能量的表现形式。由很高的表面负荷以及切屑沿刀具前刀面高速滑移而产生的热量和摩擦,使刀具处于一种挑战性的加工环境中。
切削力的大小往往会上下波动,主要取决于不同的加工条件(如工件材料中存在硬质成份,或进行断续切削)。因此,为了在切削高温下保持其强度,要求刀具具有一些基本特性,包括的韧性、耐磨性和高硬度。 尽管刀具/工件界面处的切削温度是决定几乎所有刀具材料磨损率的关键要素,但要确定计算切削温度所需的参数值却十分困难。不过,切削试验的测量结果可以为一些经验性的方法奠定基础。
通常可以假定,在切削中产生的能量被转化为热量,而通常这些热量的80%都被切屑带走(这一比例的变化取决于几个要素——尤其是切削速度)。其余大约20%的热量则传入刀具之中。即使在切削硬度不太高的钢件时,雕刻刀温度也可能会超过550℃,这是高速钢在硬度不降低的前提下能够承受的高温度。用聚晶立方氮化硼(PCBN)刀具切削淬硬钢时,刀具和切屑的温度通常将超过1000℃。
雕刻刀具磨损与雕刻刀具寿命
花岗石雕刻刀磨损通常包括以下几种类型:①后刀面磨损;②刻划磨损;③月牙洼磨损;④切削刃磨钝;⑤切削刃崩刃;⑥切削刃裂纹;⑦灾难性失效。
花岗石雕刻刀雕刻深度的问题编辑
浮动刀头顾名思义是在雕刻平面上,可在一定的范围内上上下浮动。主轴在Z轴方向上是可上下滑动的,当使用浮动刀头时注重于调整浮动刀头与刀尖的距离,可以在大面积不平的平面上雕刻,而保持雕刻深度一致。当使用玉石雕刻刀浮动刀头时注重于调整浮动刀头与刀尖的距离,可以在大面积不平的平面上雕刻,而保持雕刻深度一致。许多国内的雕刻机都说自己的雕刻机带有浮动刀头但是有的浮动刀头只是-个简单的刀鼻子,用来压住被加工物体,起不到真正的作用,要不然就是电机太重浮动不起来,或者划伤加工表面。要不然就是电机轻了功率不够这样就形成了一个难题。
花岗石雕刻刀[2] 开机无显示及按键无动作重新开机看横梁与小车复位是否正常,如无动作,按故障"2"的提示进行处理,开机复位正常,按动机器面板上的方向键及功能键,看是否正常,如按键一切正常 液晶显示块坏,更换。如按键不正常,方向键无动作,液晶控制坏(液晶显示块不确定) 更换液晶控制块。如控制块更换后显示正常,按键仍无动作,按键面膜坏更换按键面膜。定期(半个月左右一次)检测水保护开关,以确定其工作是否正常,每日开机工作前,观察激光机聚焦镜片是否受污染,如有应及时清洁。本公司,是一家以主营墓碑雕刻刀,石头雕刻刀,大理石雕刻刀,花岗岩雕刻刀企业。济南市玉泉五金商行成立于2010年 ,主营电动工具,电机,数控刀具,机床附件等产品。玉泉五金重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。