外壁3pe防腐三通内壁ipn8710饮水用防腐钢管





1/6
- ¥26.00 ≥ 1平米
- 2025-01-07 04:18:02
- 宏科华
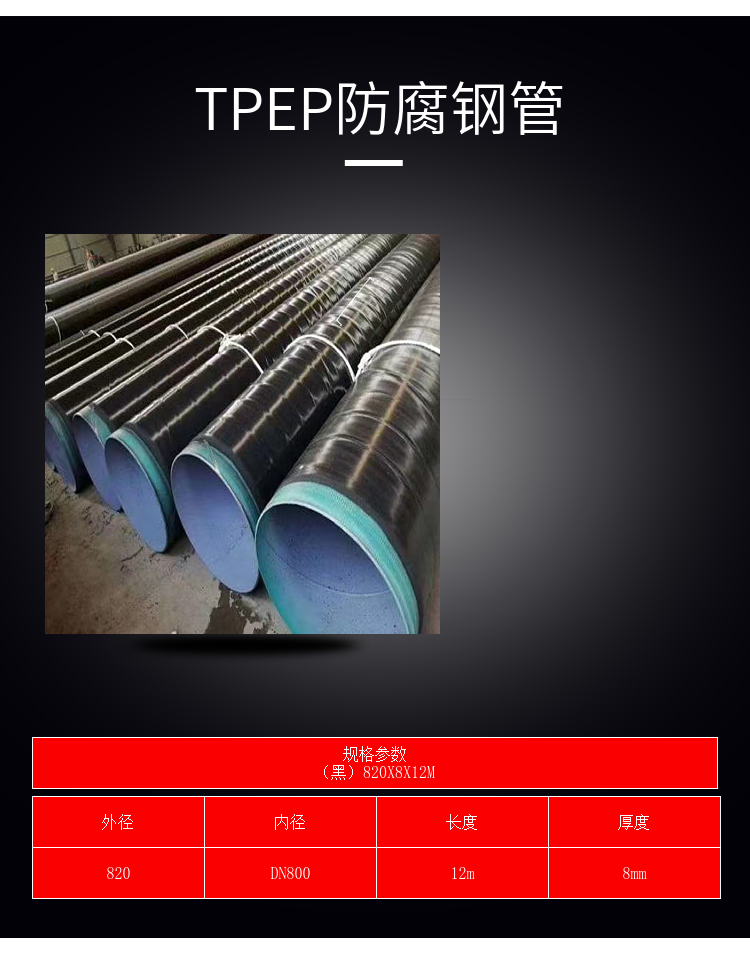
- 8 mm
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 广东惠州
- 贾雁行 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数








根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化【段落-无缝钢管】,将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷,弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口,在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实.
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 金属管材
- 广东惠州
- 贾雁行
- 宏科华
- 8 mm
- 高密度
- 黑色
- 85 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“外壁3pe防腐三通内壁ipn8710饮水用防腐钢管”详细介绍



