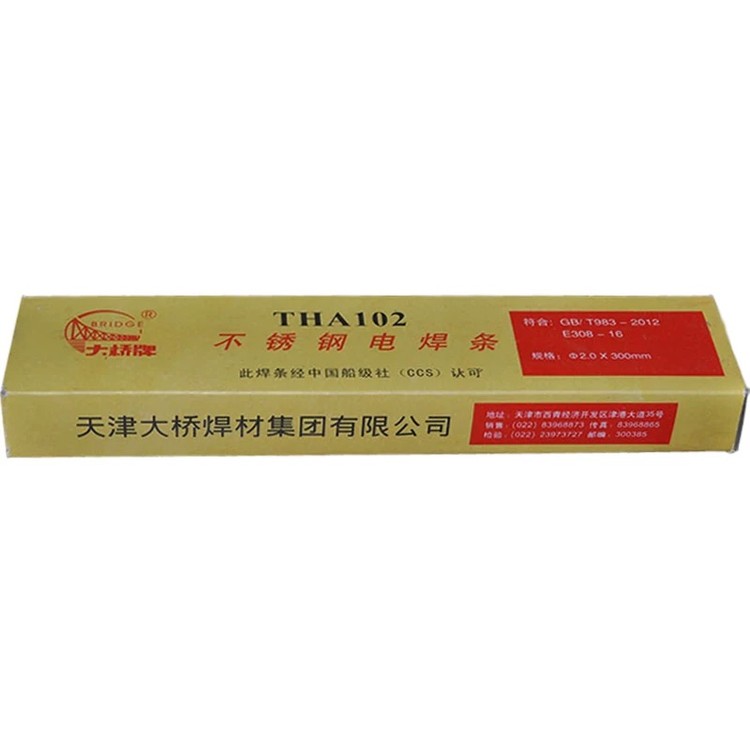
天津大桥牌E316-16不锈钢焊条THA202Cr18Ni12Mo2不锈钢电焊条





- ¥20.00 ≥ 10件
- 2025-02-24 20:29:47
- 天津
- 不锈钢
- 大桥E316-16,E316-16不锈钢焊条,E316-16..
- 安徽合肥
- 经理 17335011051
- 太原联铸焊接材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
天津大桥牌 THA202 不锈钢电焊条,型号为 E316-16,是一款应用广泛的不锈钢焊条。以下是其详细介绍:
化学成分
该焊条熔敷金属中,铬(Cr)含量在 17.00%-20.00%,镍(Ni)含量在 11.00%-14.00%,钼(Mo)含量在 2.00%-3.00%,碳(C)含量≤0.08%,锰(Mn)含量在 0.50%-2.50%,硅(Si)含量≤0.90%,磷(P)、硫(S)含量均≤0.040%。高铬镍含量赋予了焊缝良好的抗腐蚀性和抗氧化性,钼元素的加入进一步提高了焊缝的耐蚀性,特别是抗氯离子点蚀和缝隙腐蚀的能力。
性能特点
耐蚀性好:由于焊缝金属添加了钼元素,使其在有机酸和无机酸(非氧化性酸)介质中具有良好的耐蚀性能,能有效抵御腐蚀介质的侵蚀。
耐热性强:具备较好的耐热性能,可在一定高温环境下保持稳定的性能,不易发生变形和损坏。
抗裂性优:焊缝金属具有良好的抗裂性能,能够承受较大的应力和变形,减少焊接过程中裂纹的产生。
工艺性佳:药皮为钛钙型,可交直流两用,具有良好的操作工艺性能。焊接时电弧稳定,飞溅少,焊缝成型美观,脱渣容易。
适用范围
主要用于焊接在有机和无机酸(非氧化性酸)介质中工作的 06Cr17Ni12Mo2 不锈钢结构,也可用于异种钢的焊接,如不锈钢与碳钢、低合金钢的连接。广泛应用于化工、化肥、石油、食品加工、医疗器械等行业中对耐蚀性和耐热性要求较高的设备和管道的焊接。
焊接工艺
焊条烘焙:焊前焊条须经 150℃左右烘焙 1 小时,以去除焊条中的水分,焊接质量。
焊件清理:焊前对焊件清除铁锈、油污、水分等杂质,以防止产生气孔、夹渣等缺陷。
焊接电流:尽可能采用直流电源,因用交流焊接时熔深较浅。焊接电流不宜过大,以免焊条发红,影响焊接质。
焊接速度:控制适当的焊接速度,以焊缝的成型和质量。
层间温度:层间温度不宜过高,应控制在较低的范围内,以减少焊缝金属的过热和变形。









- 大桥E316-16,E316-16不锈钢焊条,E316-16..
- 焊条
- 安徽合肥
- 经理
- 天津
- 不锈钢
- 是
- E316-16
- 其它
- 不锈钢焊条
推荐信息
-
 金桥ER308(H0Cr21Ni10)主要成分是18Cr-8Ni奥氏体不锈钢MIG焊丝
金桥ER308(H0Cr21Ni10)主要成分是18Cr-8Ni奥氏体不锈钢MIG焊丝 -
 金桥ER309(H1Cr24Ni13)主要成分22Cr-12Ni奥氏体不锈钢MIG焊丝
金桥ER309(H1Cr24Ni13)主要成分22Cr-12Ni奥氏体不锈钢MIG焊丝 -
 金桥ER310(H1Cr26Ni21)主要成分25Cr-20Ni奥氏体不锈钢MIG焊丝
金桥ER310(H1Cr26Ni21)主要成分25Cr-20Ni奥氏体不锈钢MIG焊丝 -
 天津金桥焊材JQ.ER307Si奥氏体不锈钢MIG气保焊丝
天津金桥焊材JQ.ER307Si奥氏体不锈钢MIG气保焊丝



