镀锌钢管3035镀锌方管






- ¥4300.00
- 2024-06-26 11:51:10
- 天津
- 结构制管
- 镀锌架子管,方钢管
- 浙江杭州
- 李女士 18698009227
- 天津苏瑞钢铁有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
镀锌钢管的焊接特点及焊接工艺:
镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于Zn-Fe原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难得到良好的焊接质量。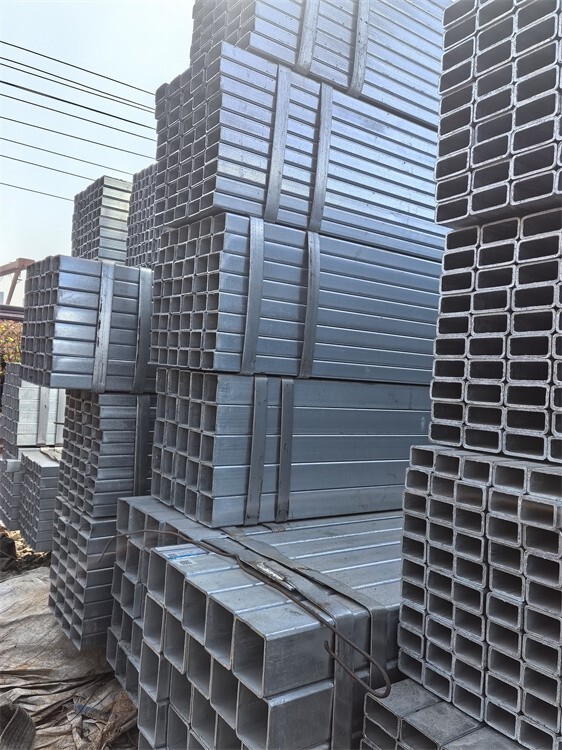
供应天津镀锌管技术要求:
1、牌号和化学成分镀锌钢管用钢的牌号和化学成分应符合GB 3091所规定的黑管用钢的牌号和化学成分。2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、螺纹及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验天津苏瑞钢铁试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
热镀锌钢管施工时易出现的问题与解决方法
其一、滚槽方式连接
(一)滚槽焊缝开裂:
将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
.管端至沟槽段的表面应平整无凹凸、无滚痕。
沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
- 镀锌架子管,方钢管
- 镀锌管
- 浙江杭州
- 李女士
- 天津
- 结构制管



