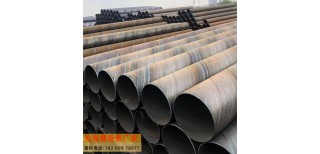
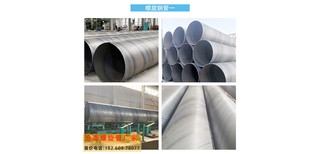
秦皇岛制作螺旋管多种材质


- ¥3652.00
- 2024-12-02 16:24:43
- 6-30mm mm
- 0.0246615
- 螺旋管
- 浙江杭州
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
目前国内外防腐层应用效果评价很好,对其使用中产生的缺陷报道的很少。报道的主要缺点有、剥离、阴极剥离、阴极保护屏蔽、剥离防腐层膜下腐蚀等,而且大部分有关缺陷的报道还停留在理论推测阶段,如资料中提到阴极保护屏蔽的问题,到目前还没有关于防腐层实际运作中出现阴极保护屏蔽的实例报道。经过多年的实践表明,随着使用年限的增加,出现缺陷少的涂层系统是FBE/挤压聚乙烯3层结构防腐系统。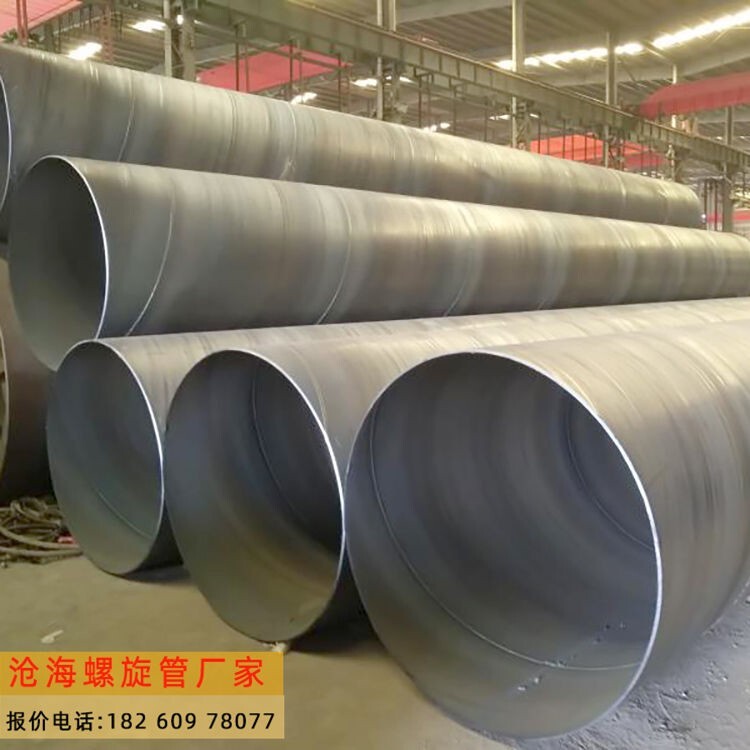
直缝钢管和螺旋钢管都是焊接钢管的一种,它们在国民生产建设中应用广泛,直缝钢管和螺旋钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下直缝钢管和螺旋钢管的区别。
直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产,成本低,发展较快。 螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。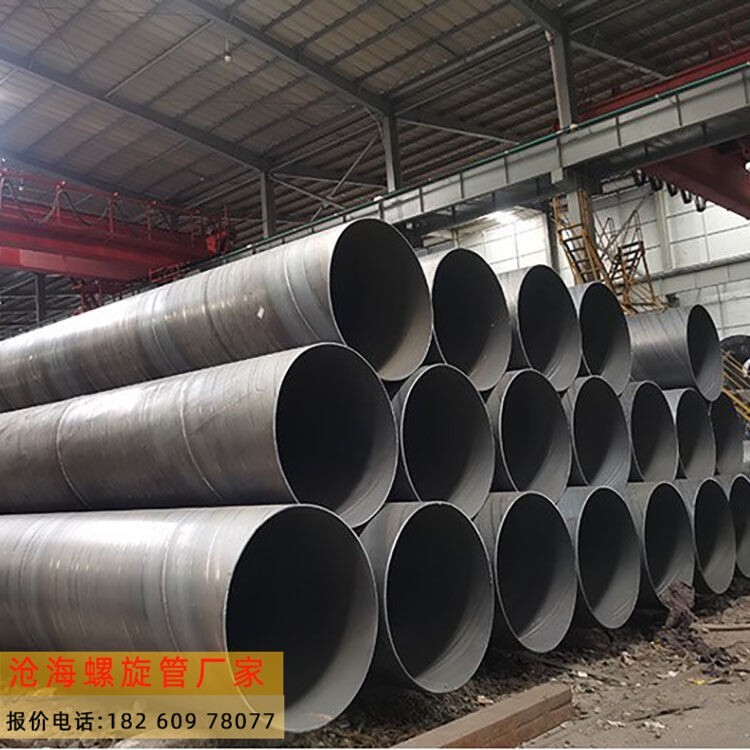
一般来说,螺旋钢管管子的直径可分为外径、内径、公称直径。管材为螺旋钢管的管子的外径用字母D来表示,其后附加外直径的尺寸和壁厚,例如外径为108的无缝钢管,壁厚为5MM,用D108*5表示,塑料管也用外径表示,如De63,其他如钢筋混凝土管、铸铁管、镀锌管等采用DN表示,在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修的方便人为地规定的一种标准,也较公称通径,是管子(或者管件)的规格名称。
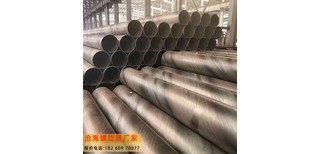
钢管中,直径很大的就要作成螺旋钢管了,是由钢带缠绕做成,焊缝也是螺旋形。焊管中,直径较小的可以使用带钢由联合制管机组联合完成(包括焊接和切断),焊缝是直缝厚壁螺旋钢管管材的优势,厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。
厚壁螺旋钢管
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30至,而且生产速度较低。因此,较直径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
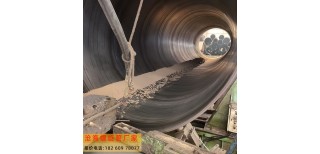
螺旋管是一种常见的管道,通常用于输送液体或气体,因此焊接质量直接影响到管道的使用效果和安全性。
1、焊接前要对螺旋管进行表面处理,
确保焊接表面干净,无油污、锈蚀和杂质,以免影响焊接质量。
2、选择适当的焊接方法和焊接材料。
螺旋管可以采用手工焊、气体保护焊、电弧焊等焊接方法,根据管道的材质和要求选择合适的焊接方法。
同时,选用适合的焊丝和焊剂,确保焊接质量。
3、控制焊接参数。
在焊接过程中,要控制焊接电流、电压、焊接速度等参数,确保焊缝的质量和稳定性。
4、注意焊接顺序和技术。
对于螺旋管的焊接,通常采用螺旋式焊接方法,即从管口或者管末端开始,沿着螺旋线逐渐向管中心焊接。
要控制好焊接的速度和温度,焊缝的质量。
5、注意焊接环境和安全。
在焊接过程中,要注意通风换气,避免有毒气体对焊工的影响。
同时要做好防护措施,防止烧伤、电击等事故的发生。
6、焊接完成后要进行焊缝的检测。
通过X射线探伤、超声波探伤等方法对焊缝进行检测,确保焊接质量符合标准要求。
螺旋钢管质量检测报告也就是我们常说的螺旋钢管材质单,主要证明此批螺旋钢管的质量,主要对于以上一些方面进行检测。
:材质
螺旋钢管常见的材质主要有Q235B、Q345B、L290、X65等,材质检测是非常重要的一个环节,不用的材质应用范围也是不一样的,材质的错误有可能会导致工程出现严重问题。材质的检测手段主要是探伤。
第二:承压能力
每一种钢管都应该按照国家规定的标准进行生产。螺旋钢管在出厂前都会进行水压测试。
第三:钢管壁厚
钢管壁厚一定要按照用户要求的实际壁厚进行生产,如果用户没有特殊要求一般会按照国标标准进行生产。
第四:钢管焊缝的检测
螺旋钢管焊缝必要要严格按照标准进行生产,国标螺旋钢管和布标螺旋钢管对于焊缝的要求是不一样的,这一点一定要特别注意。
- 螺旋管
- 螺旋管
- 浙江杭州
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 236 Mpa
- 12m m
- Q235B
- 螺旋管
- 426*12
- 本厂



