宜昌预应力波纹管成型机规格

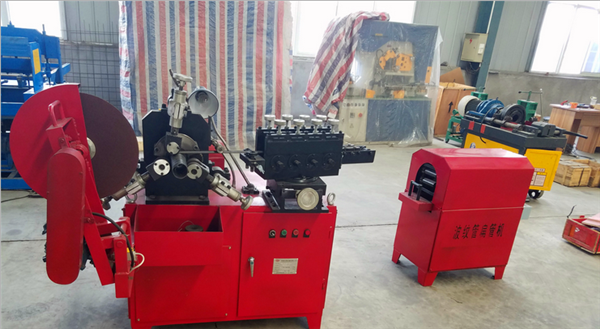
一、制管机是生产预应力混凝土预留孔道金属波纹管的设备,采用镀锌或冷轧钢带(黑带)卷制成双波形经咬边扣压而成波纹管。
本机体积小、、操作维护简单。可随意更换模具,适合各种型号的波纹管。齿轮传动噪音低,传送稳定。
配加伺服电机,更节能,注射重复精度更高,冷却水耗量更低,且运行稳定,性能,使用寿命长。未完待续-本文资料主要来源于企业***及公众号等***海天伊之密震雄等强势入选0中国塑料注射成型机行业强,凭什么。再在另一端补足预应力值

二、工作流程及工作原理原料
(钢带)→清洗槽→导带架→成形轧辊→缠绕模头→咬边扣压→成管→切割。
工作原理:将0.23~0.4×36±0.5钢带进入含乳化油的水槽;在过导带架,控制钢带偏向;进入四组成形轧辊,压模成双波呈半圆(加强筋),左侧向上折,右侧向下折的形状;再缠绕于模头上,经翻边轮挤、压边轮压,使向上折和向下折边紧扣让直齿压花轮压痕,双边咬合后,经压紧轮压实即形成紧密相扣的波纹管。连续卷成延伸至达到合乎要求的长度,当管端接触行程开关时,主电机会自动停下;然后用切割机切断即完成一根管的制作。再起动主电机作下一根波纹管。
三、调整、操作要领、成管本机出厂时成形轧辊经过技术人员调试好;调整时请勿把弹簧顶杆压太紧, 造成螺距太小, 并造成压力过大,使电机负荷过重影响效率,长时运作还易烧电机。
1、成形轧辊压出钢带左侧向上折边顺直切入螺旋套舌口根部,与螺旋形成同一角度。
2、螺旋套的位置:舌口应在模头圆弧高点;当模头旋转时与模头之间无严重摩擦。
3、缠绕钢带时,初学者好是用手盘皮带轮进行缴钢带咬扣。
4、翻边轮放置:轮尖接触模头的位置应距螺旋套舌口2mm,调整时请勿太用力,以免轮尖挤压钢带压裂。

5、 压边轮紧贴钢带,使钢带上、下折边沿着翻边轮与压边轮之间滑走扣紧,调整压边轮也勿需太大力,以免易压裂或压蹦翻边轮。
6、 压花轮与直齿轮:应根据折扣边的角度,放置轮走向与边的角度应基本一致;调整时以压紧、有明显压痕即可。
7、 压紧轮:根据扣好压边的边沿,角度稍微向右摆,力度以手力扭紧,出管时再根据情况调节。
8、 调节翻边轮、压边轮伸缩叉及压花轮、压紧轮推进筒的力度尽可能不使用扳手来旋扭,以免造成受力过大或不均时顶主轴变形。9、接驳钢带:a:钢带接头处以剪斜(约30°角)口为佳,两端搭接约3~4厘米并对齐两边,用6~8kw点焊机点焊,点位以距钢带边3毫米及中心点,焊8~9个点为宜。b:手工接钢带时接头口要剪平,并剪掉尖角(5×45°),然后折约5mm长度,两边接头对扣并锤平紧贴,把固定弹簧两端的螺杆松开,穿好钢带后在上紧,此接法再过轧辊时要缓慢,切忽快速以免脱扣。
张拉并锚固波纹管因形得名,其表面呈凹凸状壳体,就像一道道波纹所以就叫波纹管。由于波纹管具有柔软,可折叠伸缩的性能,现在已经广泛应用于化工,电子,电力,土木工程,航天等工程设备中,起密封,隔离,降噪,排水等作用。经常能在马路上看到大货车拉着又大又长,表面还有很多波纹的管子,好奇这样的管子到底是怎么样做出来的。原料多是由一些高密度的聚乙烯HDPE塑料制成,这种材料耐腐蚀性能强,使用寿命非常长,在生产过程中先把准备好的聚乙烯塑料和一些添加剂放在一起,送入机器中让其充分搅拌混合。搅拌混合后的原料被送入到挤出机中,高温加热到
岳阳波纹管成型机出厂价

四、常见故障及处理方法
本机易见的故障主要在制管中管内径增大,看或摸螺旋套底部折边螺旋套边沿,再用卡尺量内径确认。
原因主要有以下几点:
1、 成形轧辊箱固定角度不对。处理方法:调整至与螺旋套螺旋相对顺直切。
2、 压边轮、翻边轮角度或松动移位。处理方法:调整角度。
3、 压花轮及压紧轮角度、调整力度不良。处理方法:适当调整两轮的角度及力度。
● 滁州金属波纹管自动制管机哪个品牌好:
本公司,是一家以主营波纹管制管机企业。河南豫工机械有限公司坐落于郑州市二七区。是一家集矿山开采设备、隧道施工设备、路桥梁面施工等设备的研发、生产、销售为一体的大型工程机械生产企业。我公司目前所经营产品主要涉及高速公路、桥梁隧道、地铁涵洞、轻轨高铁、矿山资源开采、煤矿及非煤矿山领域。
公司一直坚持“ 质量、诚信经营、合作共赢”的企业理念,以“专业、诚信、值得信赖”为中心价值,汇聚了大批的精英人才,多年来受到了社会各界一致肯定和好评











