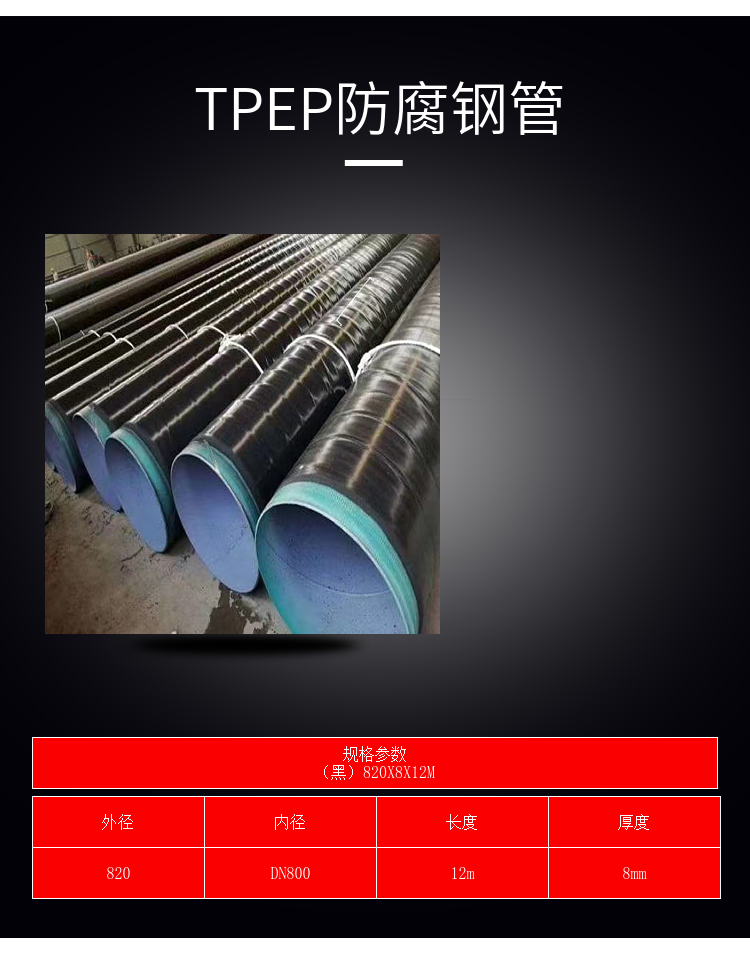
加强级3pe防腐钢管厂家防腐钢管3pe






1/6
- ¥26.00 ≥ 1平米
- 2024-05-17 09:56:26
- 宏科华
- 8 mm
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 黑龙江哈尔滨
- 贾雁行 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数









常温剥离跟高温剥离,常温剥离一般在室温下进行,要求100N/cm,成型管后冷却到室温,刚的管子拿来测对胶层的要求很高,厂家都可以【段落-无缝钢管】,采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产,直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
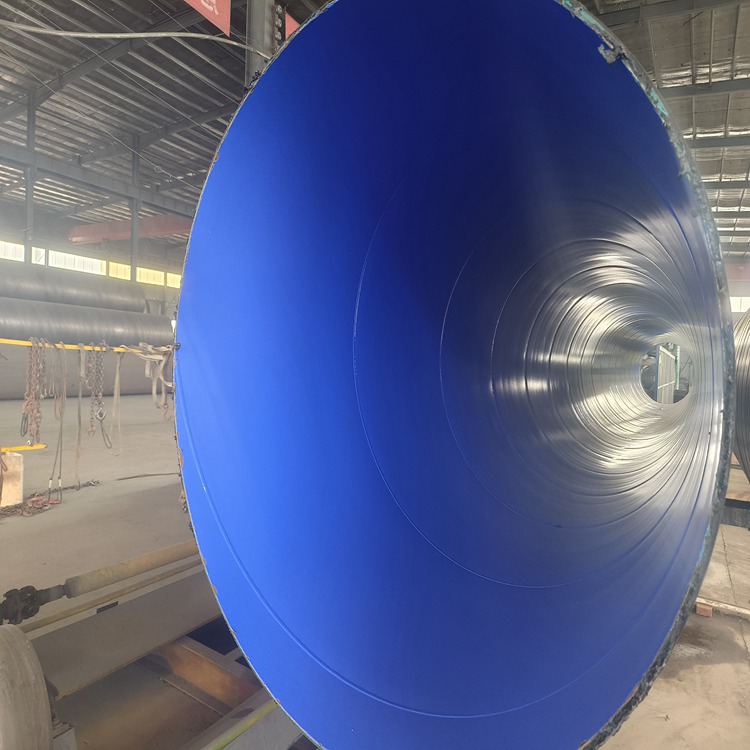
直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝,在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实.
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 金属管材
- 黑龙江哈尔滨
- 贾雁行
- 宏科华
- 8 mm
- 高密度
- 黑色
- 85 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“加强级3pe防腐钢管厂家防腐钢管3pe”详细介绍



