管桩的生产工艺流程文字描述(干货)



- ¥1.00 ≥ 1件
- 2022-06-06 08:20:09
- 其它
- 增城管桩施工
- 广东广州
- 佛山市锦裕城建筑工程有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
管桩生产工艺
一、钢筋笼制作:
由主钢筋定长切断、镦头、滚焊(或绑扎)钢筋笼三道工序组成。
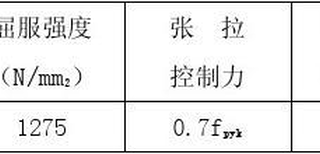
主筋采用SBPDL-1275/1420预应力砼用钢筋(PC钢棒)。其性能如表-1:
实际采用时,可根据具体情况选用。
1、主钢筋定长切断:
A、主筋定尺切断长度:
不同长度管桩的主筋定尺切断长度应符合表-2要求:
B、技术及操作要求:
a、主筋进厂随交合格证,并经复验合格,方可使用。
c、严格按生产计划通知单所要求的钢筋直径、材质、数量、切断长度等下料。
d、下料长度偏差不得大于定尺长度1/5000,超差的分组组合使用。
e、不同技术性能的钢筋严禁混用。
f、切口平整,与中线垂直,无飞边、切斜现象。
2、镦头
A、镦头几何尺寸按表-3要求: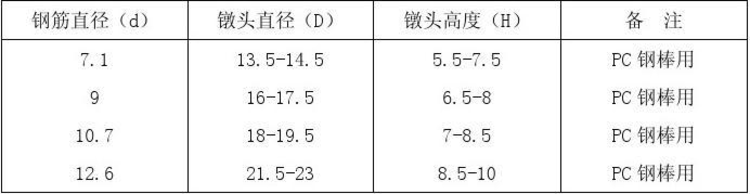
B、PC钢棒采用热镦。应根据线径及材质,调校加热时间、电流和镦头行程,气压应大于0.55MPa,使镦头形状和尺寸符合要求。
C、技术操作要求:
a、出现单边镦、偏头、歪头、爆裂、尺寸超差等不得使用。
b、镦头强度应不母材的90% ,即不1280MPa .
c、镦头前应使用废料短钢棒进行预试,一般锤头和夹具距离19-21mm。正常后开始成品生产。
3、钢筋笼成型:
A、对主筋为PC钢棒的钢筋笼,应滚焊成型。成型的钢筋笼均应符合管桩设计要求。
B、技术操作要求:
a、螺旋筋应采用乙级冷拉低碳钢丝,表面不得有油污、锈蚀;
b、螺旋筋螺距:两端1.5m为40-60mm,中间间距为100 mm,两端密绕3-4圈并收头,密绕圈距端板应不大于50 mm。
c、骨架成型后,应符合下列要求:
(1)预应力主筋间距偏差≯±5mm;
(2)螺旋筋螺距偏差≯±10mm ;
(3)成型后,主筋同心圆的直径应符合设计要求,偏差≯±2mm。
d、要防止钢筋笼主筋扭斜,做到机头穿筋孔和牵引台车主筋固定孔方位一致。
e、螺旋筋焊点应牢固,脱焊点要绑扎。焊点深度应小于1mm,以保护主筋(焊点深度太深主筋易拉断)。
C、钢筋笼堆放:
a、不同规格滚焊钢筋应分别整齐堆放,层数为:Φ400,小于4层,Φ500—600,小
于3层。
b、钢筋笼搬运应多点悬吊,不得在地面拖拉和从高处抛下,以免骨架变形,焊点脱落。
c、锈蚀、坍垮、油污的骨架,不得使用。
一、钢筋笼装配和入模:
1、桩端板:
A、端板、裙板组焊件,应按图纸要求检验合格,方可使用。端板进厂卸车应有防止使端极及裙板变形的措施,严禁野蛮卸车。
B、端板及裙板变形应修整,特别裙口直径应大于桩径3 mm,避免漏浆。
2、装配:
A、张拉板使用前要逐个清理干净,并在接触部位涂上废机油。
B、张拉螺栓使用前要逐根检查,螺纹磨损、损伤的不可使用,装配时螺纹部分要涂废机油,螺杆长度应要拧紧后长出1—2扣;张拉螺栓要对角均匀拧紧。(注意:应先用手将张拉螺丝转三圈,然后用风炮打紧)
C、桩端板、张拉板、钢筋笼组装位置要正确,不偏心,镦头不得端板平面,否则要磨平;为防止裙板变形,组装时端板下宜放垫板(也可在钢模内组装)。组装后应检查模内张拉板及固定端张拉板凸台外园与端板外园是否偏心,否则应调整,以防合模不好,造成模口漏浆。
3、钢筋笼入模:
A、钢筋笼入模前应作以下检查:
a、钢模是否完好并清理干净。
b、脱模油应涂刷均匀,模底无沉积并累风干。脱模油与水配比按要求调配。
B、操作要求:
a、钢筋笼入模要多点悬吊、轻吊轻放。
b、入模的钢筋笼主筋不得扭斜,在两端检查同一根主筋距模口线的距离,其偏差小于10 mm。
c、检查端板裙口与钢模内壁不得有缝隙或凹陷,否则应修整,以免漏浆。
d、螺旋筋如有脱焊,应绑扎。
二、砼的制备和搅拌:
1、制备:
A、原材料的检验和复验:
a、砂、石子应对级配、粒经、含泥量等检验,合格方可使用。
b、水泥按批次取样复验。
B、原材料的称量:
a、搅拌站要按配料单正确操作,配料精度其允许偏差如表-4:
表-4

b、要称量精度,定期校正和保养,发现计时漂移不准,立即校称,不得继续生产。
c、砂、石子自然含水率,在实际工作中,应积累经验,即时调整砂、石子配料量,以配合比和桩壁厚。试验室应对砂、石子自然含水率测定,出具当班配合比通知单,遇原材料变化即时调整。如遇大雨导致含水率不易控制,应暂停生产。
d、砼坍落度应控制在5±2mm,夏季取大值。
e、冬季如遇砂、石料结冰,不得上料。
f、砼用水、冬季应不5度,否则应加热。
g、配料站砂、石料不得混仓。
h、不同规格管桩单根搅拌次数及每次配料量应合理确定,应做到在不超过搅拌机额定容量的前提下搅拌次数少。
i、原材料变化应做试配并调整配合比。砼配合比不经批准,不得随意变更。
2、砼的搅拌:
A、搅拌制度:根据搅拌站结构,采用一次投料法。搅拌时间定为90-120,以搅拌均匀为原则,减水剂在搅拌60秒后投入。
B、应做到先开机再投料,无特殊情况,禁止中间停机,否则要将料排出搅拌槽后才可开机。
C、出料的砼坍落度应控制在5±50px。
D、班前应湿润搅拌槽,班后或中间停机时间长,均应将搅拌槽冲洗干净。
三、砼的喂料及合模:
1、喂料:
A、喂料前应检查钢模、钢筋笼、张拉板及张拉装置是否组装正确,并注意钢模温度不大于45度。
B、喂料顺序:先喂中间、后喂两端,两端1.5m范围内料足够饱满。同时注意中间布料均匀。
C、喂料前应检查视砼坍落度,以5±50px为宜,小于1㎝或大于12㎝的砼不可入模。
D、喂料操作中,要特别注意砼坍落度损失,尽量缩短作业时间,特别在夏季。
E、撒落的砼,不可再入模使用。
2、合模:
A、合模前应清理模口结合面及密封槽内的杂物。
B、合模时,严禁人体各部位伸入钢模,上模要对准轻放。
C、合模螺丝应两侧同步均匀拧紧,不可遗漏。合模丝未全部拧紧,不得张拉。
四、预应力张拉:
1、预应力钢筋张拉控制应力及预应拉力:
各种规格预应力筋的张拉控制应力及预应拉力,根据有关规定,见表-5:

2、管桩张拉控制参数
各种规格管桩张拉控制拉力、张拉长度及油压表压值,应根据《管桩张拉控制参数表》要求进行。
3、操作要求:
A、按要求的表压值及拉伸量操作,不得随意变更。具体操作时应以应控制(表压值)为主,应变控制(拉伸量)为辅,发现张拉异常,应即时检查汇报。
B、张拉操作时,应均匀加荷,达表压值时应即时停止加荷,并迅速拧紧螺母,再进行减压,以免回缩。
C、张拉千斤顶联接装置装配时,螺纹啮合长度,达到要求。
D、应看到中心张拉方式存在当张拉局部阻力不均或偏大时,易引起桩端板倾斜。为此,除认真做好各工序操作外,张拉操作时,如必要可采用二次张拉工艺,即一次张拉至要求值,立即排油回缩到60—70%表压值,再二次加压至要求值,可改善桩端板倾斜缺陷。
E、张拉操作时,发生断筋、镦头拉脱、表压值及拉伸量失常等异常情况,应立即汇报处理。
F、张拉操作时,桩轴线(特别是张拉端)禁止站人,同时旋锁紧螺母人员的手不要过早插入锁紧螺母手孔,以防张拉中发生断筋、断张拉杆、连接件破损等异常情况时,机具等弹出伤人。
G、张拉装置定期标定。
五、离心成型:
1、离心参数的选择:
要密实的砼,影响因素诸多,结合原材料品质、桩径、壁厚等因素,应根据《管桩离心制度》规定参数进行离心,生产过程中,尚应结合实际情况,必要时再作适当调整。
2、操作要求:
A、严格执行离心制度和设备操作要求,离心机托轮面不得有油污。
B、钢模吊运要轻吊轻放,吊点要适当,距两端2—2.5m左右,成型后不允许二次吊运和剧烈振动,入养护池应跑轮压跑轮不错位。
C、要注意砼初凝时间,从搅拌至成型结束,应在45分钟内完成。同时,禁止前段工序完成较长时间等待离心现象。
六、常压蒸养
1、养护制度《管桩常压养护制度》进行。
2、静放时间应不小于1h。
3、升温梯度为20℃/h,应注意季节变化、桩体温度、环境温差等情况调节升温时间。
4、降温剃度不得大于30℃/h,出池桩身温度与环境温差应小于40℃。
A、恒温温度当采用硅酸盐水泥和普硅水泥时为75℃;掺用矿碴或其它辅助胶凝材料时为85℃。
B、做到蒸养池内温度均匀,池盖要加湿沙密封。池内不得积水,更不可浸桩。
C、严格控制蒸养制度,如实作出记录,常压蒸养后的桩身砼强度应大于40Mpa。
七、二次养护(蒸压养护或洒水养护):
常压蒸养后并脱模的桩,桩身砼尚未达到设计强度,还要根据工艺技术要求,继续做二次养护:
1、对PC型桩,实施洒水养护,即在桩身冷却后洒水养护7天(保持桩身湿润),再自然养护7天,总养护期14天,并经检验合格,方可出厂。
2、对PHC型桩,实施蒸压养护,应按《管桩高压养护制度》进行:
A、常压蒸养护脱模后,应尽快压蒸,以节省热能。
B、按养护制度操作,与锅炉司炉工密切配合,多釜运行时应妥善安排,避免蒸汽母管汽压过大波动。
C、开釜门应待釜内汽压充分降至零位后进行,降压速度不宜过大。
D、管桩降温出釜应视气温、温差及气候条件等,必要时应延长通风降温时间,一般温差不宜大于60—70度,特别是冬季。
E、釜内不应积水。
F、釜内废汽应尽量综合利用,以节省热能。
八、脱模、清模:
1、脱模时,因桩身砼强度尚未达到设计强度,故起吊装车要轻吊轻放,避免碰撞。翻模时桩下应按两支点要求垫缓冲材料(如废轮胎等)。
2、拆模时,应先拆除中心张拉杆锁紧螺母,张拉螺丝要对称拆除,合模螺丝要两侧同时拧松。
3、脱模后,质检人员应逐根对桩进行外观和尺寸检查,对存在缺陷按规定作修补处理,
并检查合格。
4、脱模后,钢模应清理干净,并均匀涂刷脱模油。脱模油浓度要按规定调制,不可过浓和过稀。
5、产品标志在桩端1—1.5米处,脱模后进行。
九、产品检验:
分桩身砼强度、外观质量、尺寸偏差及力学性能等检验环节。在桩身砼强度和力学性能检验合格的基础上,再按外观质量及尺寸偏差检验结果,评定其产品相应等级(优等、一等、合格三个等级)。
1、砼抗压强度:
每100盘或一个班当班拌制的同配比砼随机取样,制作三组试块,与管桩同条件养护,分别检验脱模、28d及出厂强度。脱模强度应大于40Mpa、28d强度应大于60 MPaPC.PTC桩)及80 MPa(PHC桩)。
2、外观质量及尺寸偏差:
在脱模后进行,逐根检验,待产品质量稳定后,再实施批量抽检。
3、力学性能检验:
下列情况之一时,应进行检验:
A、同一品种、规格、型号的管桩连续生产30000 m或达4个月时:
B、当材料、工艺有较大改变时;
C、合同要求时。
十一、产品堆放和发运:
1、产品桩要按质量等级、规格、长度等分类堆放。堆放层数不宜超过表-6规定:
2、堆放场地应坚实平整,上面发两支点支承布置,下层桩下各支点垫1.5m宽,0.3m高的细石粉,并在同一水平面上。
3、多层堆放,外侧桩应设防滑落设施。
4、产品装卸应轻吊轻放,严禁抛掷、碰撞、滚落。
5、不合格产品或养护期不到的产品,不经批准,不得出厂。
6、龙门吊操作应严格执行操作规程,确保安全,严禁违章作业。大风时龙门吊要固定好。吊具要经检查合格方可使用。
7、汽车装车桩悬臂长度不宜大于2.5m。
- 增城管桩施工
- 机械项目合作
- 广东广州
- 黄工
- 其它
- 手动
- 代理
- 单店特许
管桩的生产工艺信息
-
 潮州代写商业计划书范文-写报告¥ 3000
潮州代写商业计划书范文-写报告¥ 3000 -
 智能液位显示监测系统¥ 9890
智能液位显示监测系统¥ 9890 -
 环氧煤沥青防腐钢管¥ 4500
环氧煤沥青防腐钢管¥ 4500 -
 辽源哪里回收乳化机¥ 20000
辽源哪里回收乳化机¥ 20000 -
 10米电子液位仪上下限液位报警¥ 3990
10米电子液位仪上下限液位报警¥ 3990 -
 厦门哪里回收杀菌锅¥ 20000
厦门哪里回收杀菌锅¥ 20000









