不锈钢薄板方面是可以的
(1)氩弧焊因为热影响区域大,工件在修补后常常会造成变形、硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是结合力不够及内应力损伤等缺点。尤其在精密铸造件细小缺陷的修补过程在表面。在精密铸件缺陷的修补领域可以使用冷焊机来替代氩弧焊,由于冷焊机放热量小,较好的克服了氩弧焊的缺点,弥补了精密铸件的修复难题。
(2) 氩弧焊与焊条电弧焊相比对人身体的伤害程度要高一些,氩弧焊的电流密度大,发出的光比较强烈,它的电弧产生的紫外线辐射,约为普通焊条电弧焊的5~30倍,红外线约为焊条电弧焊的1~1.5倍,在焊接时产生的臭氧含量较高,因此,尽量选择空气流通较好的地方施工,不然对身体有很大的伤害。
(3)氩弧焊在焊接不锈钢薄板的时候因为是属于热焊,在焊接过程中温度持续在工件表面,容易造成薄板变形。咬边等问题,冷焊机是通过瞬间将温度提高到2200度以上,而且焊点小 ,冷焊机在焊接过程中热量很快的通过工件散发出去,不会影响金属金相组织,从而不会使工件变形,咬边等情况。

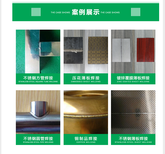
冷焊机是填补了薄板焊接的空白 0.16个毫 到4个厚的都可以焊接 焊接特点 不变形 不发黑 不透色 可以焊接不锈钢 铜 铁 铝合金 钛合金 锰合金 镀锌板等金属型材 还可以进行模具铸件缺陷修复 一机多用 多功能
冷焊机由于可在几十毫秒内完成焊丝和工件熔接过程所以就工件基体来说,发热较少,焊点以外的材料温升小,不会产生退火,变色现象。由于每个焊接脉冲产生的熔池体积小于2mm3,其形成的应力也较小,虽然一项焊接需要很多个熔池组合起来,但由于焊点的应力方向分散,工件受到的集中应力较小,所以焊接后工件不变形,不变色,焊接完可以直接触摸!

修补适用范围和场景
一:模具行业1、注塑模2、冲压模3、压铸模4、橡胶模5、铜合金模。补焊后的模具可进行各种机械加工、热处理及渗氮处理。
二:铸造行业:
本焊机在铸造缺陷方面也有着不俗的表现。对铸造过程中的气孔、渣孔、缩孔等均可进行快速的修补。对球铁、灰铁、不锈钢等缺陷的修补效果,焊补速度快,焊后无色差或色差小,适合工厂规模生产的需求。人们公认的较难修补的机床轨道面也得到了较理想的解决。
三:各种工件零配件修理行业:
本机对轴类、齿类及其它工件均可进行的修复。
产品优势:
1、 与普通氩弧焊机的比较:
由于普通氩弧焊机焊补的冲击大,输入的能量大,因此焊后工件容易变形、咬边。而本焊机成功克服了这一难点,使精密的焊补变为现实。
2、 与冷焊机的比较: 现今市场的冷焊机(如电阻焊、贴片机等)普遍存在焊补速度慢、焊后结合度低、焊材对应少等缺点,不能满足厂家的需求。而本焊机焊补速度快、焊后结合度高、焊材对应全,不同的材质选用不同的焊材。
3、 与激光焊机的比较:
本焊机焊补的精度已达到激光焊机的精度,但焊补的灵活性远远超过激光焊机,更由于可根据不同的修补量选择不同的粗细的焊丝,焊补的速度得到的提高,在价位上具有更大的优势,具有的性价比。
详细说明
1、 脉冲点焊:本功能焊补的热输入极小,焊补,精密细小的部位可轻易的焊补。
2、 精密氩弧焊:本功能作为一个立的工作单元,可单使用。本功能可以在1A的 小电流下起弧,电流稳定,火力集中。
精密焊补的特点 :
1、热影响区小。
2、无须预热处理,焊后工件不会退火。
3、无变形的塌边
4、无气孔和沙眼。
5、准确而精密,可焊接小而精密的几何区,细焊丝可用至0.1-0.2mm。
6、使用方便灵活,直接现场修补,免除对工件或修理部分做昂贵的分离工作。
7、可用于裂痕、崩缺、棱角、沙孔及模具使用磨损后的修复。
8、使用不同硬度的材料,可得到不同的焊后硬度(如:60HRC)。对冷冲模的韧口及刀具刃口也可进行焊补,免除了普通氩焊繁锁的预热、保温等过程。



本公司,是一家以主营智能精密焊机,智能薄板冷焊机企业。公司专注冷焊机研发生产已达15年,自2001年起先后成立上海生造机电设备有限公司、上海源吉机械设备有限公司及青岛汇米特机电设备有限公司。公司不断发展壮大,于2016年成立安徽华生机电设备有限公司。至今,已拥有4项***发明专利,为600多家企业实现各类器件的高效修补与焊接