中山定制数控送料机多少钱一台





- 面议
- 2024-12-12 06:49:50
- 数控送料机
- 广东广州
- 原经理 13335243198
- 潍坊鑫博达自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
平板的送料机又俗称冲床送料器,一般用于机箱机柜冲孔,然后折弯成型;数控平板冲孔,落料件,与钣金厂家普通冲床配套使用,能实现数控送料,率生产,是人工生产的两倍以上;数控送料机是辅助冲床使用的,能把普通冲床人工冲件,升级为数控自动化生产,送料机价格不高,被广大冲压行业所喜爱。
在工作过程中也不能掉以轻心,要多多观察油温表的变换,特别要注意随时让油温控制设备和压力控制阀处于工作状态之下,并且反应迅速,通过压力指示器观察滤油器是否堵塞,还要注意油压设备是否有漏油的现象,出现漏油一般都是由于油温太高。
较为常见的问题是材料在输送过程中出现的打滑跑偏现象,此时需按照随机说明书上的方法予以解决: 1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。 2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。 3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。 4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。 5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。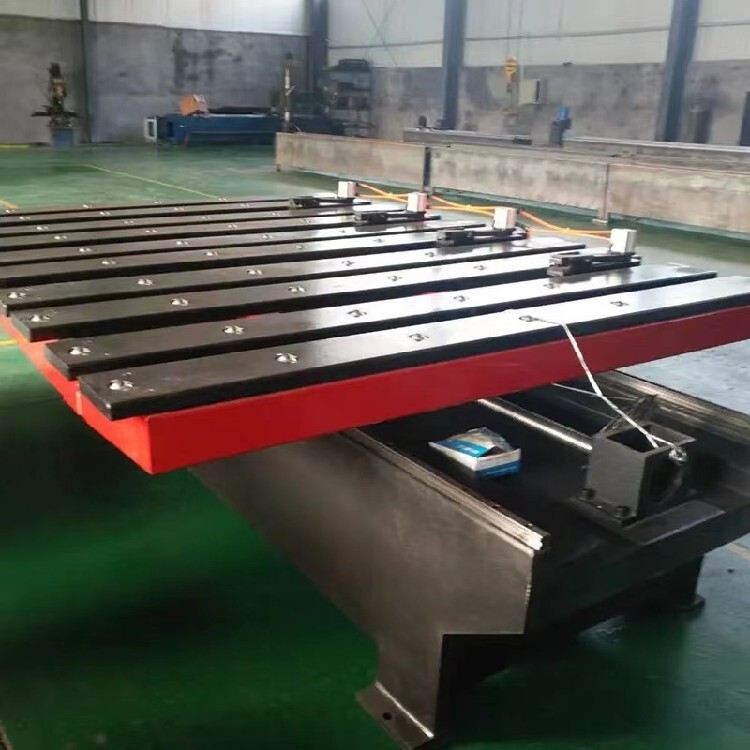
数控冲床送料机特点: 1、数控送料机适用于材料厚薄不同,长短不一之送料加工。 2、数控送料机适用于高速及长尺寸送料,提升产能和送料精度。 3、的送料:针对高科技产业来临,以电脑控制,使精度确以内。 4、阶段式送料机:配合冲床之凸轮讯号以及简单之料厚调整。 5、人性化的手动模式:让使用者更容易操作,地使材料送进模具而定位。 6、率的放松装置:可输入20组不同的送料长度,每组提供999次冲压次数,满足特殊制品的加工生产。 7、送料长度的设定:在控制面板上,直接输入送料长度,即可达到所需的送距。
数控送料机的性能特点:与普通冲床相配套使用,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、设备空运行诊断等功能;控制系统采用伺服数控系统,操作灵活方便; 设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;主要应用于孔的种类不多的钣金冲压、网孔板、落料等产品,可实现自动编程、自动定位、自动送料、自动回位等数控冲床的冲压功能及效果;系统具有自动搜索模具功能,并显示冲压时间、模具寿命等控制电缆采用屏蔽电缆,可有效防止干扰,有拖链、防油、防水、防污染;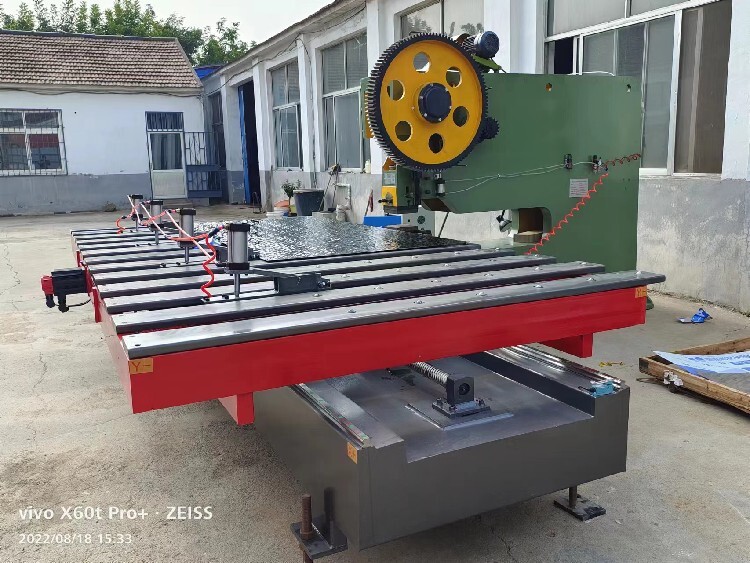
数控送料机的制造准确度和安装调速准确度对定位准确度有直接影响,数控送料机本身的结构刚度和接触刚度低时,因易产生振动,定位准确度一般较低。还有一个关键因素是运动件的重量,包括数控送料机的机械手本身的重量和被抓物的重量。运动件重量的变化对定位准确度影响较大。通常,运动件重量增加时,定位准确度降低。因此,设计时不仅要减小运动部件本身的重量,而且要考虑工作时抓重变化的影响。
直流伺服系统虽有优良的调速性能, 但由于其在结构上采用了易磨损的电刷和换向器, 一方面需要经常维护,另外,由于换向火花,使电动机的高转速受到了限制;另一方面, 直流电动机结构复杂、制造困难、材料消耗大,因此制造成本较高。
交流伺服电动机亦称为无刷直流伺服电动机, 它与直流电动机相比, 由于无换向器, 故克服了以上缺点, 从而提高了数控冲床送料机的可靠性、快速性和整体性能。近年来, 随着新型大功率电力电子器件的出现, 新型变频技术, 现代控制理论以及数字控制技术等技术的发展, 交流伺服系统也取得了快速发展,在中小功率的伺服驱动系统上,有全面取代直流伺服驱动的趋势。
送料器的工作精度(测量值与真值的挨近程度)与工序要求的加工精度(测量值与真值的挨近程度)相适应。送料器根据零件的加工精度要求挑选送料器,如精度要求低的粗加工工序,应挑选精度低的送料器,精度要求高的精加工工序,应选用精度高的送料器。
- 数控送料机
- 输送设备
- 广东广州
- 原经理


