阳江管桁架加工管桁架加工满焊管桁架厂家






1/6
- ¥230.00
- 2025-03-02 12:14:28
- Q235
- 管桁架加工,看台骨架
- 广东
- 李展豪 13760692098
- 广州程诺膜结构工程有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
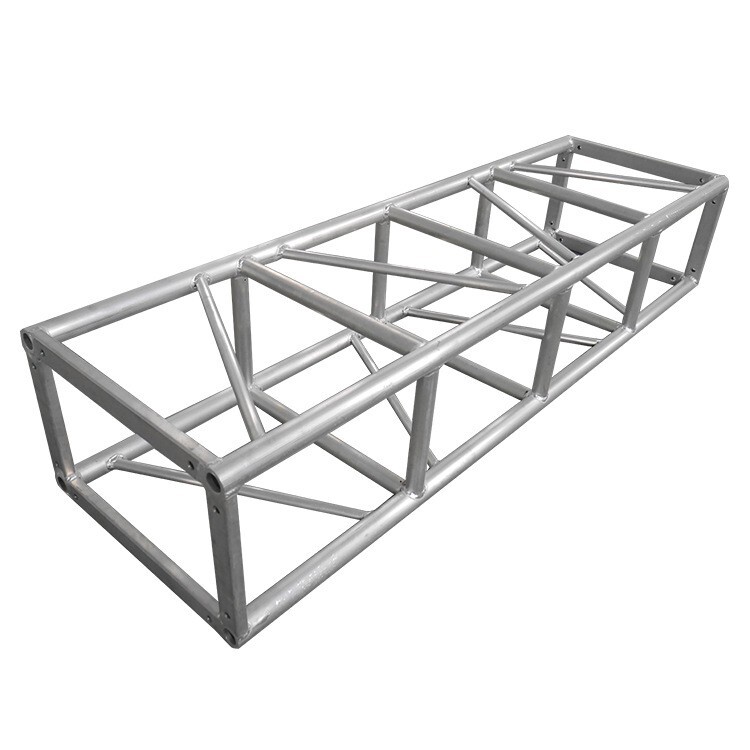
优点抗压力强用途户外大型钢结构切割方式激光切割焊接方式二保焊满焊
管桁架制作工艺规程适用于大型体育场馆、公共建筑和各种用圆管、矩管作为骨架构成各类形状的空间结构的建筑物以及构筑物。管桁架制作使用的管材、板材、焊材、铸钢,除材料牌号、型号规格和质量等级应符合相应设计文件的要求外还符合相关规定。
管桁架加工厂 运用、溶剂清理不锈钢板材表面,以抵达除去油、植物油脂、灰尘、光洁剂和类似的有机化合物,但它不能不如除去不锈钢板材表面的锈、氧化皮、焊药等,因此在防腐蚀生产中只做为招数。管桁架加工主要应用钢刷等物品对不锈钢板材表面开展打磨抛光,弯管加工上再加上这种能够 除去松脱或翘起来的氧化皮、锈迹、焊穿等。手开工具防锈处理能抵达Sa2级,驱动力物品防锈处理可抵达Sa3级,若不锈钢板材表面粘附牢固的,物品防锈处理结果不理想,达不上玻璃钢防腐规定的锚纹深层。

桁架是指由杆件在端部相互连接而组成的格子式结构,管桁架结构也称钢管桁架结构、管桁架、管结构,是指杆件均为圆或方管杆件的桁架结构。与一般桁架的区别在于连接节点的方式不同,管桁架结构在节点处采用杆件直接焊接的相贯节点(或称管节点)。相贯节点处,只有在同一轴线上的两个主管贯通,其余杆件(即支管)通过端部相贯线加工后,直接焊接在贯通杆件(即主管)的外表,非贯通杆件在节点部位可能有一定间隙(间隙型节点),也可能部分重叠(搭接型节点)。

管桁架构造生产加工生产制造步骤: 1、零件开料、弯头,该工艺流程主要是主弦杆管道支架成型。针对倾斜度不规律的管材,先依据弧型的函数曲线,测算管材基准点座标,另外制取相对的折弯磨具,采用规格达标的钢管原材料冷拔成形,弯头成型后查验基准点应不少于桁架结构弦杆阶段基准点。 2、在事先准备好的胎架子上开展管桁架组装模块的组装和电焊焊接,确保各模块的精密度。模块组装的规格务必,以确保高处安装(总拼)时连接。 ①施工放样、架设组装胎架。运用三维绘图软件施工放样,包含支管、主弦杆线型转折点基准点、连接点、围绕壳体角点等座标基准点,明确预制构件横、竖向部位。 ②负责人上胎调节定位。单元体组装,整体应该按先平面图、后室内空间,先正中间后两侧,先松后面再上的次序开展;在同一连接点上按先大管后小管、先负责人后立管次序开展。负责人上胎后,运用线坠两端对齐并调节各基准点部位,明确平面图范畴内线型。运用垂准仪测量调节各基准点的设计标高。 ③立管联接定位。主弦杆定位后,焊接固定不动坚固,一样运用线坠、垂准仪等仪器设备明确各立管部位,焊接固定不动。 ④围绕壳体联接。为减少壳体拼装后的形变,先将壳体总体组装,电焊焊接一部分焊接,再将一部分板拆卸后与桁架结构开展拼装。 3、电焊焊接进行后查验桁架结构总体规格、修复缺点、打磨抛光。漆料后标上序号、绘制安装定位线,准备安装。
管桁架结构优点: (1)节点形式简单。结构外形简洁、流畅,结构轻巧,可适用于多种结构造形。 (2)刚度大,几何特性好。钢管的管壁一般较薄,截面回转半径较大,故抗压和抗扭性能好。 (3)施工简单,节省材料。管桁结构由于在节点处摒弃了传统的连接构件,而将各杆件直接焊接,因而具有施工简单、节省材料的优点。 (4)有利于防锈与清洁维护。钢管和大气接触表面积小,易于防护。在节点处各杆件直接焊接,没有难于清刷、油漆、积留湿气及大量灰尘的死角和凹槽,维护更为方便。管形构件在全长和端部封闭后,内部不易生锈。 (5)圆管截面的管桁架结构流体动力特性好。承受风力或水流等荷载作用时,荷载对圆管结构的作用效应比其他截面形式结构的效应要低得多。

管桁架的现场拼装 [提示] 在规划拼装场地时,应综合考虑吊车开行路线、电器设备布置、吊装顺序等因素综合选定场地位置。 [相关知识] 主桁架是指主要承受屋面及施工荷载的桁架;次桁架指在另一个方向为主桁架提供侧向支撑和保持结构不变性的桁架。 管桁架现场拼装的主要顺序为:支撑胎架模的基础施工——胎架制作——脂架尺寸、拱度,水平度、稳定性校核→单段桁架起吊就位→桁架整体拼装定位→校正→检验→对接焊缝焊接→超声波探伤检测→焊后校正→检查验收→涂装→检验合格→吊入场地。
- 管桁架加工,看台骨架
- 桁架
- 广东
- 李展豪
- Q235
广州程诺膜结构工程有限公司为你提供的“阳江管桁架加工管桁架加工满焊管桁架厂家”详细介绍



