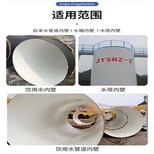
管道高温耐磨鑫万腾环氧树脂陶瓷涂料


1/4
- ¥15.00
- 2025-03-03 05:08:14
- 溶剂型
- 白色
- 环氧树脂陶瓷涂料
- 广东东莞
- 吕经理 13831645999
- 廊坊万腾防腐材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
注:序号5~7为涂料加15%稀释剂冲稀,按GB/T 1727涂片后测定。
每批涂料产品出厂前需按下表项目进行出厂检验,符合要求后开具检验报告出厂。
本产品在配方定型时和正常生产后每三年进行型式检验一次,除出厂检验项目外还包括涂层的抗冲击、耐磨性、耐阴极剥离、耐盐雾、耐化学药品浸泡等长期试验项目。
8、承口和插口涂敷施工
① 用打磨机或其他手动工具将喷涂前贴在承口上的保护纸和喷涂时溅在承口上的环氧陶瓷等杂物清除干净,并将承口区全部内表面和插口端150mm宽的外表面清理至可以涂漆的要求。(注:此工序应在内衬修补前完成,以免弄脏刚修补完尚未固化的修补点。)
② 对承口和插口涂漆区的凹坑,用腻子填满、抹平。
③ 用毛刷将配好的修补料涂在承口和插口端,至少涂两遍,干膜厚度应≥150μm。
11、吊运及防护
① 吊运环氧陶瓷内衬管时,搬运工具只能接触管外壁,不准接触内衬。
② 吊运过程,不得发生管子剧烈碰撞,注意保护插口端外防腐表面。
- 环氧树脂陶瓷涂料
- 路用涂料
- 广东东莞
- 吕经理
- 溶剂型
- 白色
廊坊万腾防腐材料有限公司为你提供的“管道高温耐磨鑫万腾环氧树脂陶瓷涂料”详细介绍

