温州服务器散热器厂家现货,服务器散热器生产厂家

- 面议
- 2025-01-26 03:50:25
- 服务器散热器
- 广东东莞
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
服务器散热技术的发展大致可分为三个阶段: (1)1965年至2000年是技术萌芽期:服务器散热技术出现在国外,但发展缓慢,这是因为大型计算机和服务器的发展刚刚起步,服务器散热主要借鉴个人计算机散热技术,主要是传统风冷技术,也出现了液冷技术,主要是电子元件浸入无导电冷却液中,由于当时材料技术的发展,散热器制造成本高。 (2)2001年至2009年是技术成熟期:随着互联网时代的到来,服务器散热要求越来越高,除了改进传统风冷技术和液体冷却技术外,还有风扇控制智能控制技术,随着材料技术的发展,散热器制造成本也降低。 (3)2010年是一个快速发展时期:随着云计算的发展,建立了更多的数据中心,越来越多的服务器需要在有限的空间内布局,散热问题成为数据中心需要解决的头号问题。此时,智能控制技术已成为研究的,新散热材料的出现也给散热领域带来了新的活力。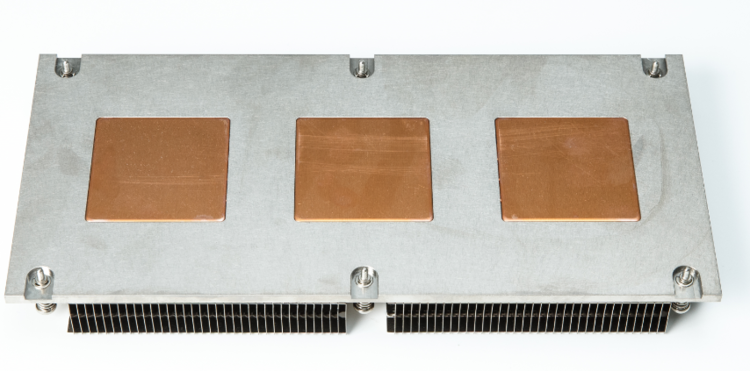
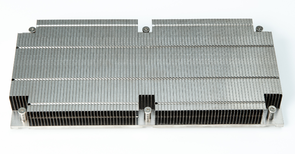
风冷散热 简单来说,风冷散热的原理是引导风向,将冷风吹入加热元件,或将加热元件抽出。常见的技术有风扇和导风罩。前者可以使用排气扇或吹风扇,后者可以根据特定的风道引导风向,在散热过程中产生特定的气流方向。 其代表方式有: 1.在服务器主板上安装大量冷却设备,通过冷却设备将主板上的电子元件产生热量,然后在服务器机柜下安装大量风扇,通过风扇产生的气流带走热量,达到散热效果。 2.将导风罩放置在服务器主板的电子元件上,前端与风扇组连接产生进风口,后端设置在主板后端,减小出风口管径,产生对流区。同时,分割部件分割对流区,隔离部件、密封部件和分割部件形成的区域为相应的风道,热电子元件位于风道内,产生的热量通过风道内的气流带走,达到散热效果。
其生产工艺与窑具的生产工艺基本相同,导热性与抗氧化性能是材料的主要应用性能。它的原理是把陶瓷散热器放置在离烟道出口较近、温度较高的地方,不需要掺冷风及高温保护,当窑炉温度为1250-1450℃时,烟道出口的温度应是1000-1300℃,陶瓷换热器回收余热可达到450-750℃,将回收到的的热空气送进窑炉与燃气形成混合气进行燃烧,这样可以降低生产成本,增加经济效益。陶瓷换热器在金属换热器的使用局限下得到了很好的发展,因为它较好地解决了耐腐蚀、耐高温等课题,成为了回收高温余热的佳换热器。经过多年生产实践,结果表明陶瓷换热器效果很好。它的主要优点是:导热性能好,高温强度高,抗氧化、抗热震性能好,寿命长,维修量小,性能可靠稳定,操作简便。是回收高温烟气余热的佳装置。
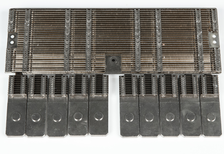
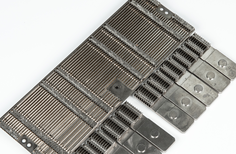
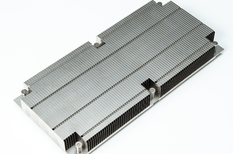
贴片工艺是将薄铜片通过螺丝与铝制底面结合,这样做的主要目的是增加散热器的瞬间吸热能力,延长一部分本身设计成熟的纯铝散热器的生命周期。经过测试发现:在铝散热片底部与铜块之间使用导热介质,施加80Kgf的力压紧后用螺丝将其锁紧,其散热效果与铜铝焊接的效果相当,同样达到了预计的散热效能提升幅度。
机械式压合方式是将一块直径尺寸大于铝孔径的铜块,通过机械的方式,将其压合在一起,因为铝有延展性,所以铜可以在常温下与铝质散热片结合,这种方式的结合的效果也是比较可观,但有一个致命的缺点就是铜在被挤压进入铝孔的过程中,铝孔内表面容易被铜刮伤,严重影响热的传导。这要通过合理搭配过盈量以及优化设计铜块的形状来避免此类问题的产生。
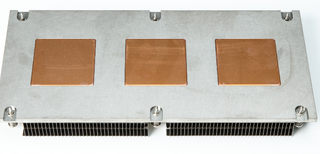
在铝的散热片底部加工一个直径ψ=D1的圆孔,另外做一个直径ψ=D1+0.1MM 的铜柱,利用金属材料的热胀冷缩特点,将铝质散热片加热至400℃,其受热膨胀圆孔直径扩张至D1+0.2MM以上。利用机器在高温下将常温(或冷却后的)铜柱快速塞入铝质散热片之圆孔内,待其冷却收缩后,铜柱与铝质散热片就能紧密结合为一体。这也是一种可靠的方法,其铜铝稳定性很高,由于没有使用第三方介质,结合紧密度佳。塞铜工艺可以大幅度降低接触面间的热阻,不但了铜铝结合的紧密程度,更充分利用了两种金属材料的散热特性。
- 服务器散热器
- 散热器
- 广东东莞
- 唐工



