广东肇庆超声冲击设备批发,超声波冲击设备






- 面议
- 2024-12-13 13:29:25
- 超声冲击设备,超声波冲击设备
- 辽宁大连
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
JG-90 超声波冲击设备功能简介:
★数字化动态显示电流频率,直观体现时效过程。
★时间预设功能,更易掌握冲击速度,提高操作规范。
★设置音频按钮,做到时效处理双开关,降低操作者工作强度。
★报警指示灯,的稳频、恒幅控制电路,过热、过载保护能,完全排除现场操作的危险性。
★工件焊接应力消除率可达到并产生理想压应力,是目前国内外消除焊接残余应力的理想设备。
★工具头,采用钢材,结构紧凑,不易损坏。内部加装变幅杆保护垫,大大延长变幅杆的使用寿命。
★ 可提高焊接接头疲劳强度50%-120%,疲劳寿命延长5-100倍。
★ 不受工件形状、结构、材质、重量、板材厚度、场地之限制。
JG-90超声波消除应力机详细参数
1、输出功率:1500W
2、输出频率:20KHz
3、输出振幅:100±5um
4、换能器类型:压电陶瓷
5、连续工作时间:18h
6、冷却方式:风冷
7、处理速度:0.1m~0.5m/min
8、电压:AC 220V 50HZ
9、冲击枪重量:3.6KG
超声波焊接应力消除设备提高焊接接头疲劳性能的基本原理
金属结构件在焊接时,普遍采用熔化焊接的方法,在金属的填充过程中,在接头部位留有余高、凹坑及各种焊接缺陷,造成严重的应力集中;同时还产生一定的焊接残余应力。在绝大多数情况下,残余拉应力对焊接结构的疲劳强度是不利的。同时,大量研究表明,在焊趾部位距离表面0.5mm左右处一般存有熔渣等缺陷,该缺陷较尖锐,相当于疲劳裂纹提前萌生。在应力集中、焊趾熔渣缺陷及焊接残余拉应力的联合作用下,焊接接头的疲劳强度和疲劳寿命被严重降低。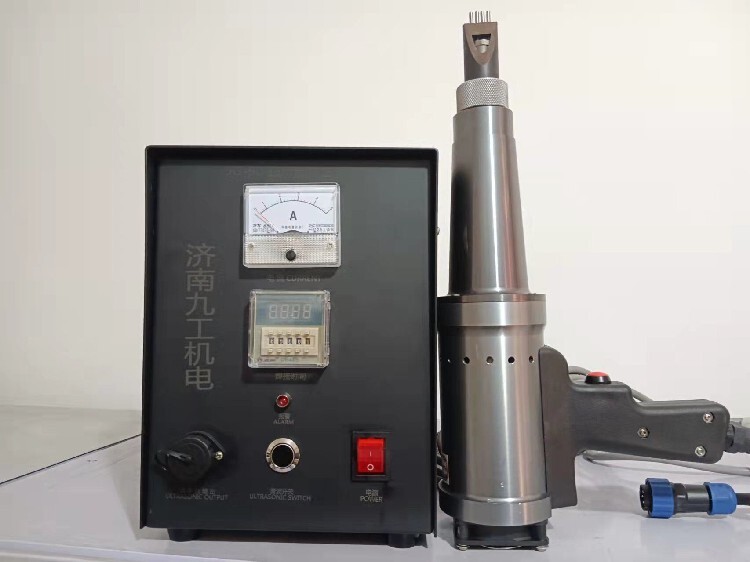
超声波冲击设备应力消除简介
消除焊接残余应力并产生出理想压应力的时效方法(各种消除残余应力的情况如下:振动时效30~80%、热时效40~80%、超声冲击时效80~100%)。
超声冲击(UIT/UP)技术由世界的乌克兰Paton焊接研究所在1972年早提出,并由Paton焊接研究所和俄罗斯“量子”研究院共同开发成功,早用于前苏联海军船只的降低焊接残余应力,引入有益的压应力。1974年,Polozky等人公开发表了将超声冲击技术应用于消除焊缝残余应力的文章。在高能超声(HPU)领域,超声冲击技术成为了一个很有前途的研究方向,并且应用范围已延伸到各种材料、构件及焊接单元。
到目前为止,超声冲击技术在俄罗斯、乌克兰、法国、日本、挪威、瑞典、加拿大及美国等国的铁路、海洋工程、汽车、装甲车辆、重型工程机械、机械零部件、飞机、桥梁、机车车辆、石油管线、化工机械设备等诸多领域均有所应用。
超声波消除应力设备简介
我公司 JG系列超声冲击设备控制电源箱采用模块化设计,在采用材料和元器件的基础上应用的生产工艺制造而成。控制电源内部拥有频率锁相跟踪系统,并率先推出了基于全数字化控制电源。实现了频率自动扫描、检测、跟踪,故障自动检测保护,功率调整及阻抗调整可预设控制,人机对话,软件升级等,操作非常方便可靠。
超声波消除应力机应用领域
超声冲击枪产品也已形成系列化产品,可广泛应用于船舶、石化、航空、铁路、风力涡轮机、钢或复合材料桥梁,重型起重机械等领域,适用于各种材料焊接结构的焊后处理,达到延长焊接结构疲劳寿命、提高其疲劳强度的目的,并且能在一定程度上消除焊接过程应力和残余应力,特别适用于普通接头、承载接头以及异种材料焊接接头等结构的焊后处理。
- 超声冲击设备,超声波冲击设备
- 超声波焊设备
- 辽宁大连
- 张亮



