超声波冲击设备,广东湛江超声冲击设备厂家






- 面议
- 2024-12-17 15:49:17
- 超声冲击设备,超声波冲击设备
- 辽宁大连
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
★可将焊趾处的焊接余高,凹坑咬边等现象理想化处理至几何过度,降低应力集中系数。
★可去除焊趾处的围观裂纹,弥补熔渣缺陷,同时抑制裂纹提前萌生。
★ 用于消除焊接残余应力可完全替代热处理等时效方法。
★ 冲击枪设计,消除了传统时效设备和同行业设备操作笨重,现场无法操作的难题,减少了现场人员劳动量。
★ 对大型结构件的焊缝现场处理、低焊缝处理、焊接修复焊缝的应力消除效果更佳。
★ 超宽的频率跟踪范围,可有效跟踪外界因素影响引起的频率变化
★ 采用压电陶瓷换能器,输出强劲,使用寿命长。
★ 经济、实用、环保、节能、安全、。
超声波焊接应力消除设备提高焊接接头疲劳性能的基本原理
金属结构件在焊接时,普遍采用熔化焊接的方法,在金属的填充过程中,在接头部位留有余高、凹坑及各种焊接缺陷,造成严重的应力集中;同时还产生一定的焊接残余应力。在绝大多数情况下,残余拉应力对焊接结构的疲劳强度是不利的。同时,大量研究表明,在焊趾部位距离表面0.5mm左右处一般存有熔渣等缺陷,该缺陷较尖锐,相当于疲劳裂纹提前萌生。在应力集中、焊趾熔渣缺陷及焊接残余拉应力的联合作用下,焊接接头的疲劳强度和疲劳寿命被严重降低。
超声波消除应力
超声波冲击消除应力技术是目前焊接应力消除有效的方法,应力消除率热处理和振动时效处理,高可达到100%,针对焊接焊缝,进行超声波冲击处理,不但能消除残余内应力,而且可以延长焊接区得疲劳寿命和强度,减少应力腐蚀开裂的可能性,提高抗脆裂性和增强材料强度。
济南九工机电设备有限公司致力于JG系列超声波冲击设备、振动时效设备、应力检测仪研发和生产。通过国外技术引进和研发部门的不断探索,产品的使用效果和使用品质得到大幅提升,完善的售后服务体系为公司市场份额占有率打下了坚实的基础。与此同时,公司在焊接应力消除领域有长期的实践经验和技术方面的优势,为金属内应力消除提供了更为有力的保障。
超声波消除焊接应力特点
超声冲击去除应力方法适合焊接应力(焊接过程中产生的应力)。 超声冲击技术的特点是单位时间内输入能量高,实施装置的比能量(输出能量与装置质量之比)大。振动处理频率可高达18KHZ-27KHZ,振动速度可达2m/s-3m/s,加速度高达重力加速度的三万多倍,高速瞬时的冲击能量使被处理焊缝区的表面温度以的速度上升到600℃,又以极快的速度冷却。这种高频能量输入到焊缝区表面后,使能量作用区的表层金属的相位组织发生一定的变化。 使焊缝区的金属表面层内的拉伸残余应力变为压应力,从而能大幅度地提高结构的使用疲劳寿命。 表面层内的金属晶粒变细,产生塑性变形层,从而使金属表面层的强度和硬度有相应的提高。 改善焊趾的几何形状,降低应力集中。 改变焊接应力场,明显减少焊接变形。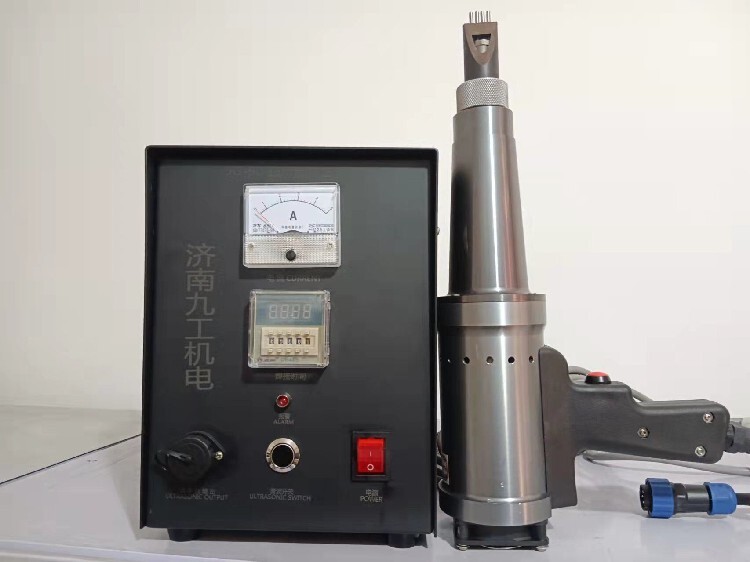
冲击枪应用领域:对焊接处的稳定性和强度方面要求较严格的行业。如:桥梁,电力;造船;压力容器,钢结构等行业的金属焊接处理。
- 超声冲击设备,超声波冲击设备
- 超声波焊设备
- 辽宁大连
- 张亮



