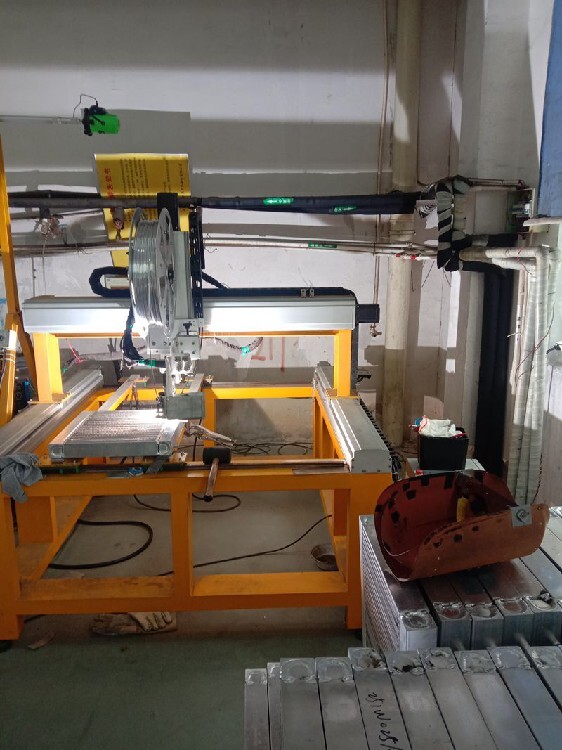
自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。右图即为一套在流水线的热水器挂架自动焊机,包括自动上下料、自动装夹和焊接过程自动化机构等。
汽车推杆推板三工位自动焊机,有上料下料位,焊接位,检测位。 l 由焊接机器人组成的自动焊机系统里面,也常常采用双工位或者多工位焊接,在机器人的长臂覆盖范围内,可以从一个工位转换到另一工位,从而实现多工位焊接。 l 零部件的焊接工作,常常包括一条或多条焊缝,也常常包括多个零件组焊成一个零件。比如我们常用的热水器内胆,汽车贮气筒筒体等,包括钢板卷圆后的直缝焊接,两端封头与筒体的环缝焊接,出水嘴或出气嘴与筒体或端盖的环缝焊接,内胆或筒体的挂架焊接,组焊完成为一个零件,即热水器内胆或贮气筒。要实现每种焊接方式的自动完成,需要从一个工位自动转换到另一个工位,从而形成流水化生产作业,实现自动焊接。

节能
铝焊接由之前的传统的火焰钎焊慢慢地转向交流氩弧铝焊机,焊接效率和水平都是一个质的飞跃,而采用脉冲MIG气保焊,焊接效率又是手工交流氩弧焊的3倍,同时也将节省金属填充材料,及焊中厚铝板时的预热等辅助工序,可节省30%-50%的焊接成本。由此可见未来将大量采用脉冲MIG气保铝焊机代替现在占有一定份额的交流氩弧铝焊机。
、高难度接效果
脉冲MIG气保铝焊机可以满足中厚板的工业焊接,国内已有很多案例焊到60mm厚度以上。但对于0.8mm厚度以下的铝薄板焊接,脉冲MIG焊接技术还相当欠缺,世界上也只有Fronius的铝焊机才能焊到,因此打破这个技术瓶颈是志在必行。
数字化自动化焊接
随着工业技术的发展,采用单片机、DSP、FPGA等数字化电焊机已相继成熟,通过点对点、总线结构实现焊接专机或者弧焊机器人自动焊接也相继运用到生产上,可以代替人工无法完成的高难度,高强度的自动焊接作业,同时数字化铝焊机支持网络远程监控、故障诊断;铝焊机的自动化在近几年也将得到广泛的推广与应用。

电焊机电缆的几个特性:
1、YH电缆是在低电压(较高电压为200V)大电流的条件下工作,要求具有一定耐性;
2、焊把线电缆长期允许工作温度不应超过65℃;
3、电机引接线电缆频繁地移动,扭绕和施放,要求柔软,弯曲性能好;
4、在施放中易受到尖锐钢铁构件的刮、擦,故要求电缆绝缘抗撕、耐磨等机械性能好;
5、使用环境条件复杂,如日晒、水沸、接触泥水、机油、酸碱液体等,要求有一定的耐气候性和耐油、耐溶剂性;
6、有时会碰到热焊件,要求耐热变形性好;
7、经常移动,要求外径小,重量轻。由于对此种电缆电性能要求不高,且使用环境条件复杂,在结构上要求满足各种复杂的环境因素是不适宜的。使用时注意改善使用条件,防止外来破坏;

管自动焊机接头的特点
• 特别适用于32mm(1.26英寸)以上大直径管板焊接
• AT80管板焊接机头为TIG焊接规划的焊头,适用于16-80mm管外径的管板焊接。(替换机头定位设备,可将焊口规模扩展到8mm)
• 可焊碳钢、不锈钢、钛合金等合金原料;管板接头方式可为管平头和管伸出
• 首要应用于化工、食物、换热器、空调、船只、锅炉、动力、和核电等职业
• 旋转无环绕结构,芯轴完成水、电、气主动分配,焊枪简便化且暂载率高,300A时暂载率达60%
• 定位方式可为气动弹性夹头定位或操作架定位,对大管径或小管径管板焊都适用
• 一体式送丝机可完成无环绕送丝,送丝组织具有校直功用,焊丝可以进入熔池
• 具有手动及主动弧长功用
• 手柄上装备操作按钮

清理后的焊件应尽早组装焊接,停放时间不宜超过24小时。
检查换热管装配质量和尺寸,管头露出长度应均匀,不得有参差不齐,并避免强行组装露出管头,钨极一般采用铈钨极。
填充焊丝焊前清除油锈,清理后应妥善保管,放于干燥处,随用随取。清理后的焊丝放置时间不宜超过长,否则重新清理。
应在清洁无风的室内进行焊接, 户外焊接应设防风棚,如有下列情况, 没有有效的防护措施,禁止施焊。定位焊时,应采用与产品正式焊接相同牌号的焊丝,采用相同的焊接工艺。
本公司,是一家以主营自动铝焊机企业。无锡市民望机械厂座落于风景秀丽太湖之滨、长江三角洲上的江南名城无锡市玉祁经济开发区,这里经济发达、人杰地灵。海陆空交通十分发达,紧邻常州,南京及上海等国际港口亦咫尺之摇。京沪铁路、沪宁高速公路及京杭大运河均穿境而过,地势四通八达,交通十分便利!
本厂专业生产各种液压设备、液压站、液压系统、伺服液压机、变频节能压机以及自动化设备。主要产品有:Y41系列单柱液压机、YW41系列普通/精密型校直液压机、Y3




























