Tokai东海石墨G320石墨阴极板





- ¥230.00
- 2024-11-03 07:24:38
- 日本
- 日本
- 东海石墨
- 重庆
- 郭剑锋 18989663366
- 浙江群英石墨有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
EDM石墨,又称为电火花加工用石墨,是一种新型资料,现在越来越广泛地应用在精细模具加工职业。目前在发达的欧洲国家的模具加工厂,超过90%以上的模具加工电极资料是石墨。铜,这种从前占统治位置的电极资料,和石墨电极相比它的优势简直消失殆尽。为什么会这样呢?因为石墨作为电火花加工用放电资料具有的优势,因为火花油中也含有C原子,在放电加工时,高温使得火花油中的C原子被分化出来,从而在EDM石墨电极的外表形成保护膜,补偿了石墨电极的损耗,因而石墨电极的损耗很小,所以运用寿命长。
我国的制作业正在往方向开展,国家大力推动智能制作,打造制作强国,所以,在精细模具制作范畴,对加工所运用的放电资料的要求越来越高,所以EDM石墨,也便是电火花加工石墨,在这些精细模具的加工中的位置越来越高,从而在EDM资料的筛选上受到了业界的高度关注,出产的EDM石墨也越来越被模具制作厂家选用。
在过去的电火花加工职业,厂家以往电极原资料的挑选大多会挑选电解铜、铜钨 、银钨等,当然传统的石墨也是不错的的挑选。那么为什么在早些年,石墨没有没有作为电火花加工的优选资料呢?那是因为大多数电火花加工厂家在在本钱、质量、以及工作效率上的归纳因素,大多数选用的是电解铜作为电火花的优选原资料。近几年随着我国工业的开展,在科技方面也是取得了另国际瞩目的成就,在精细模具职业范畴打造更高的质量和更低本钱成为年代的主题,所以在业界寻觅更新的石墨资料来替代铜电极成为一个新的。
EDM电火花石墨电极优点:
1、加工速度更快。通常情况下,石墨的机械加工速度能比铜快2-5倍,而放电速度比铜快3-5倍。
2、资料更不容易变形,在薄筋资料的加工上优势明显。铜的软化点在1000度左右,容易因受热而发生变形,石墨的升华温度为3650度,热膨胀系数仅有铜的1/30。
3、重量更轻。石墨的密度只要铜的1/5,大型电极进行放电加工时,能有效降低机床(EDM)的负担,更适合在大型模具上的应用。
4、放电耗费更小。因为火花油中也含有C原子,在放电加工时,高温导致火花油中的C原子被分化出来,转而在石墨电极的外表形成保护膜,补偿了石墨电极的损耗。
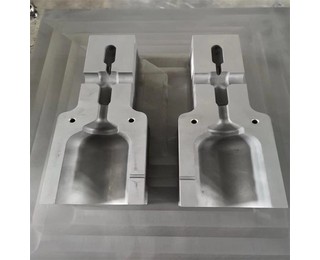
加压铸造用模具
人造石墨材料已成功地用于有色金属的加压铸造上。例如,用人造石墨材料制造的加压铸造用模具生产的锌合金和铜合金的铸件已用于汽车零件等方面。
离心铸造用石墨模具
石墨模已成功应用于离心铸造上。美国已采用壁厚为25 毫米以上的人造石墨铸模来离心 铸造青铜套管。为了防止人造石墨模的烧损,可采取一定的防氧化措施。浇铸一定数量的铸件后,如果发现铸模内表面烧损,可以将铸模内孔的尺寸扩大以便用来铸造大规格套管。
热压压模 模具
人造石墨热压压模用于硬质合金的加压烧结方面具有下述特点: 一是若压制温度提高到1350-1450 度时,则所需单位压力可降到67-100 公斤力/ 平方厘米(即为冷压压力的1/10 )就可; 二是加压和加热在同一道工序进行,经短时间的烧结就能得到致密的烧结体。
玻璃成型用模具
由于石墨材料具有化学稳定性,不易受熔融玻璃的浸润,不会改变玻璃的成分,石墨材料耐热冲击性能良好,尺寸随温度变化小等特点,所以近年来在玻璃制造中成为不可缺少的模具材料,可以用它来制造玻璃管,弯管,漏斗及其它各种异型玻璃瓶的铸模。
稳定和合理的价格
石墨材料价格只需要同等体积的铜电极的15%。目前石墨已成为EDM应用的热门材料,相较之下石墨材料的成本更低,更稳定。
切削加工更为容易
群英石墨具有的机械加工性能。机械加工速度的石墨电极比铜电极多2-3倍。同时,石墨加工完不需要担心毛刺问题。
热膨胀系数低
铜的熔点是1080℃,而石墨是3650℃石墨的 CTE只有铜1/30。它是即使在温的情况下性能也非常稳定。即便在铂电极的加工中,石墨电极也有明显的优势。
重量轻,密度低
为石墨的密度通常为1.7-1.9g/cm3的(铜为石墨的4-5倍)。与铜电极相比,石墨电极将在此过程中减少机械负载。它更适合应用大型模具。
良好的切削加工
与金属材料相比,石墨的体积设计为低。它具有的机械加工性能。
的粘接效果
碎石墨可通过粘合剂被粘合,这节省了时间和材料成本。
的电阻率
电阻率(ER)确定到的电流的流动的材料的电阻。较低的电阻率,这意味着更好的导电性。
- 东海石墨
- 石墨/碳素
- 重庆
- 郭剑锋
- 日本
- 日本
- 广泛
- 0.01
- 99.99
- 日规
- 微粒剂
- 15天
- 黑色
- 2.2g/cm3



