吕梁WZ-250型液压数控H型钢拱弯机生产厂家联系方式



- ¥8886.00
- 2025-01-13 03:02:21
- 冷弯成型机
- 重庆
- 孟超凡 13934160196
- 山西万泽锦达机械制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
工字钢冷弯机核心技术冷弯成型是一种节材,节能,的金属成型工艺。冷弯型钢是一种自重轻、强度高,可节约材料、能源消耗少、固定透支小、制造成本低、工字钢冷弯机用途极广的环保经济断面型材打破了传统冷弯机小半径弯曲不了的难题,克服了传统冷弯机对钢材弧度弯曲不精的弊端,工字钢冷弯机改善了钢材弯曲过程中的钢材局部褶皱cm04、翘曲现象。
工字钢弯曲机(冷型弯拱机)是隧道支护钢拱架加工制作的新型设备。采用液压系统,具有传动平稳,压力大等特点。
工字钢弯拱机由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。
工字钢冷弯机结构组成:
工字钢冷弯机由三套主电机及减速器组,主动滚轮。被动滚轮及油泵电机,齿轮泵,溢流阀,电磁转向阀工作没缸组成的液压工作站等部件组成。
工字钢冷弯机工作原理:
把工字钢放在冷弯机上,与减速器股动的滚轮接触后,将压紧手柄进给锁紧,发起电机油泵组,由 电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制。
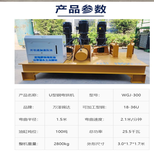
工字钢冷弯机参数
适用于材料规格 Φ220mm
电机功率 5.5kw
主轴转速 7转/分
作业:卷料或带钢料经开卷机放料,经过开卷机与校平机的速度匹配将卷料进行校平操作,便于后道的伺服送料及在线预冲孔等工序的加工处置,再经冷弯机组的冷弯加工构成需求的合格截面,然后经过定长检测和、打包或后处置完结详细商品的生产活动。其间的要害操控技能有:开卷机和校平机的速度匹配疑问(因开卷卷径的改变和校平机线速度的安稳间存在对立)、沟通伺服送料操控精度和安稳可靠性及其与压力机的节拍的、直流变频调速体系与同不一样厚度或不一样商品的冷弯成型力矩之间的动力平衡疑问的处理、孔位和长度 精度的操控疑问等。 工字钢冷弯机操作规程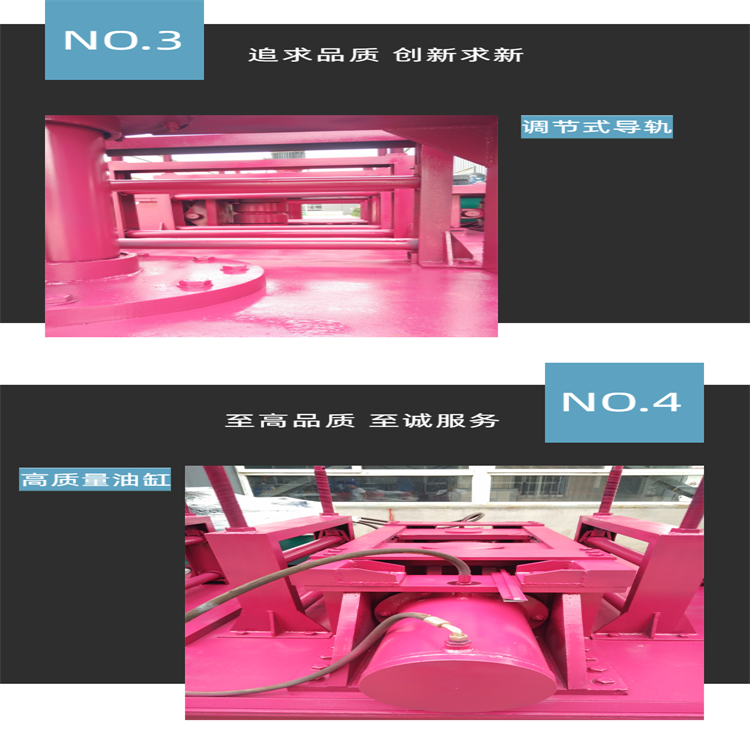
操作说明
注意:
1新机使用前应检查无“三漏”情况;
2检查电机绝缘是否良好;
3减速器是否加足润滑油,油箱油位是否满足要求;
4检查油泵转向(从电机端看为顺时针转动)
1、新机试运转:
1合上主短路器,此时电压表显示为380V;
2合上控制线路分开关两个,此时电源指示灯亮;
3分别启动各电机,并立即停止,检查油泵转向是否正确,并无异响;
4完成以上动作并确定无故障时重新启动电机,并将电磁换向阀控制旋钮向油缸活塞杆伸出方向转动,使油缸活塞杆运动到终点,
然后,检查调定压力,Z大不超过250bar。在活塞杆运动过程中检查运动速度,并进行调节单向节流阀,使活塞杆运动速度达到3.5~5.5mm/s。此过程中压头不应有卡滞现象。
5往复运动油缸多次,作进一步检查行走电机正反转运转多次,再进一步检查,确定无故障后停机。
2、拱架弯制
1启动油泵电机;
2将需要弯制的材料放入两滚轮上,将压头向前顶出,试算出推进量。大于3.5米半径的可以一次成型,材料经驳接后连续弯制。小于3.5米半径的,要往复多次后再成型,此过程中,如有发现变形太大应及时调整。
- 冷弯成型机
- 冷弯成型机
- 重庆
- 孟超凡



