L2453pe防腐钢管生产厂家厚壁3pe防腐钢管






1/6
- ¥26.00 ≥ 1平米
- 2025-02-25 06:44:15
- 宏科华
- 8 mm
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 四川成都
- 贾雁行 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数




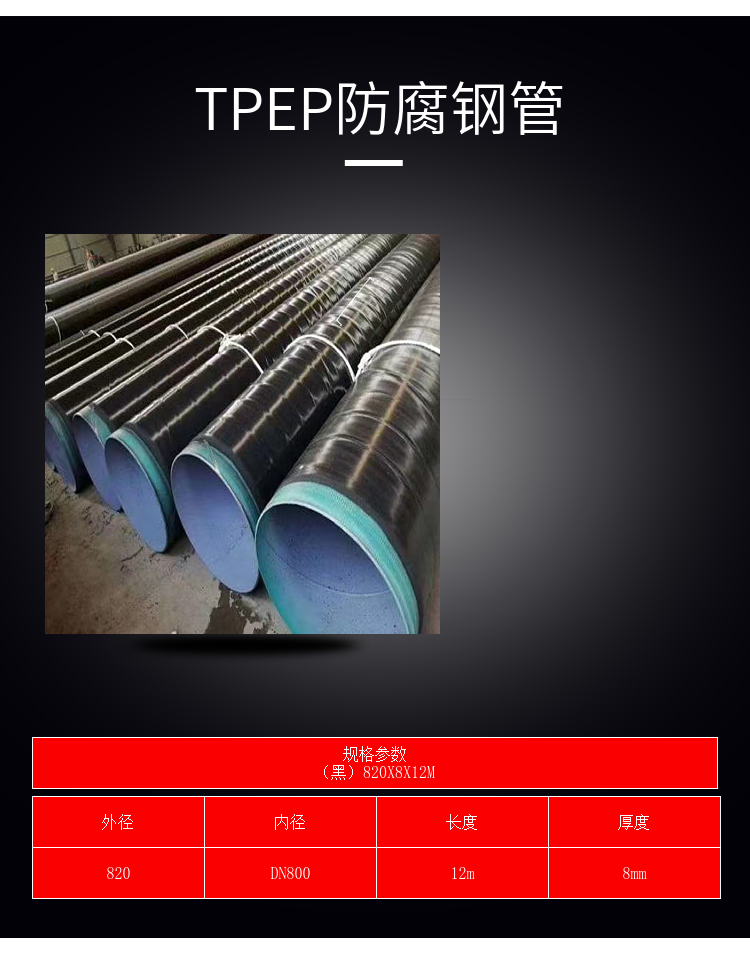


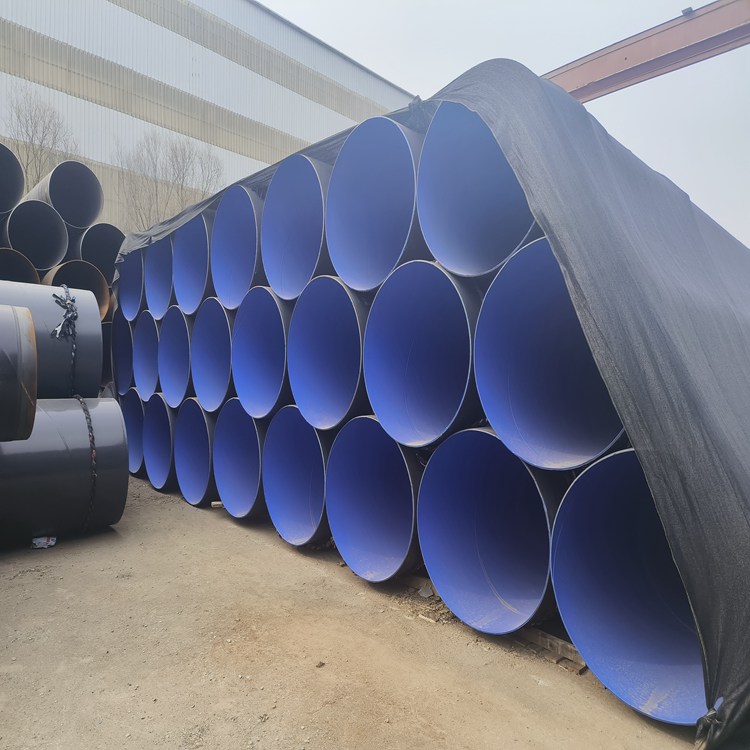
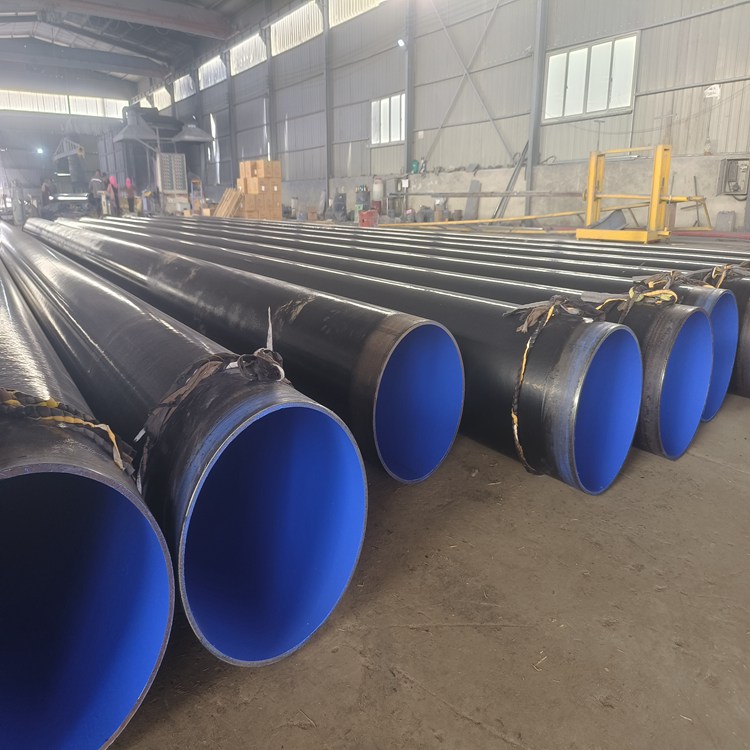


在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实【段落-无缝钢管】,输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值,高频钢管焊接形成一个截面断开的圆形管坯,在管坯内靠近感应线圈附近一个或一组阻抗器,阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝,执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 3pe防腐钢管管道具有的密封性,长期运行可大大的节约能源,成本, 耐腐蚀能力强,施工方简有速.
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 金属管材
- 四川成都
- 贾雁行
- 宏科华
- 8 mm
- 高密度
- 黑色
- 85 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“L2453pe防腐钢管生产厂家厚壁3pe防腐钢管”详细介绍



