徐州齿轮焊接报价




1/6
- 面议
- 2024-11-14 08:31:19
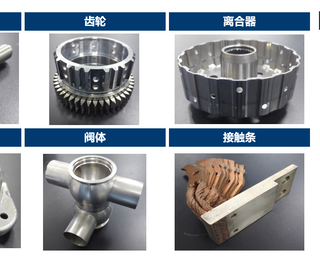
- 齿轮焊接
- 四川成都
- 徐忆秋 15295615092
- 波宾电子束技术(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
惰性气体、二氧化碳、氮气等在激光焊接时可用作保护气。实际应用中,考虑到工业生产耗气量大,完全用惰性气体尤其是氦气成本太高,可视情况选择保护气。如齿轮激光焊接时,保护聚焦系统的气帘可用用空气,其它吹气采用氩气或氮气等。
目前,齿轮激光焊接一般在热前进行,按与齿轮焊接前相同的材料及热处理状态制备拉伸试样,采用正常激光焊接工艺 焊接后,进行拉伸试验,断裂都发生在母材部位,即激光焊缝的抗拉强度母材。
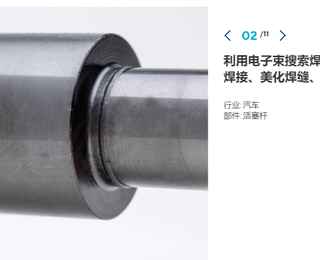
复合齿轮的连接主要有两种方式:花键连接与束焊连接。花键连接是通过内、外花键实现连接,其空刀槽较大,齿轮轴向尺寸大,生产效率低:束焊连接主要是电子束焊和激光焊,它以光滑圆柱体配合连接形式代替花键连接,使空刀槽减小,齿轮体积缩小,车辆减重,生产效率显著提高。其中,变速器齿轮激光焊接技术的发展较快,它也是激光加工的一项重要技术。
- 齿轮焊接
- 焊接加工
- 四川成都
- 徐忆秋
波宾电子束技术(常州)有限公司为你提供的“徐州齿轮焊接报价”详细介绍



