山东轧三特钢有限公司面向常州地区用户推荐Q345DH型钢,现货厂家,仓库现货。
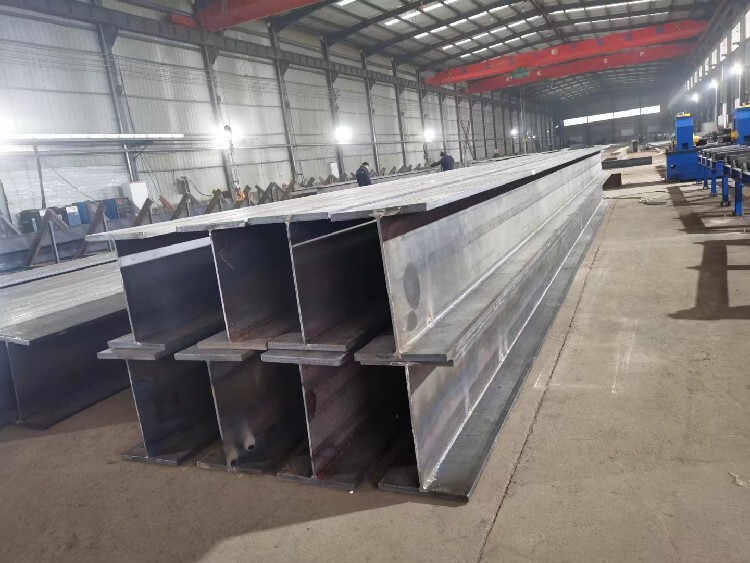
矩形钢柱、圆管柱是建筑常见的钢柱形状,但它们的使用范围也局限在常见的小型建筑中,这类建筑一般都是楼层较矮且间距较小,当面对“特例”时,这类钢柱的作用会大打折扣。比如大型的工厂,它的楼层高、面积大、柱与柱之间的距离非常大,这对钢柱提出了更多的要求,它要比平常的钢柱更加稳定,弯矩高足以为整个建筑打好基础。这时高频焊接H型钢十字钢柱便派上了用场。 十字钢柱的体积较大,制作过程也比较复杂。 一、准备工作 1、为型钢选择一个平坦的堆放场所,并预留车辆运输道路。堆放前先对材料进行质量检测,不合格的要行校正再投入使用。 2、多头切割机是切割材料的不错的选择,切割时要注意整齐与整洁,使其达到所需要求。 3、在进行下料后不要立刻移动型钢,要先等它冷却,以免产生意外。 二、正式组装 1、为高频焊接H型钢消去多余的应力,这里可以选用平整的方法。在完成后要使用喷砂进行善后。检查型钢的规格,满足要求后便可正式开始组装。 2、组装过程中,应在焊缝两头各安置一块与坡口形状符合的引弧板,在结束后便将其去除并对放板处进行打磨,清洁。焊接完成后之后要对其进行质量检测,合格后便能投入使用了。高频焊接H型钢与埋弧焊焊接方式有什么不同 高频焊特点 无需添加任何焊剂、制作成本低、生产、交货周期短、以薄壁为主、焊接时变形小; 埋弧焊特点 需要以焊丝作焊剂、制作成本高、生产效率低、交货周期长、以中厚板为主、焊接时变形大。 高频焊是无需探伤检测,焊接强度为母材撕裂,焊缝仍完好连接。 (1)埋弧焊定义 埋弧焊是以连续送时的焊丝作为电和填充金属。焊接时,在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以使焊缝金属缓慢泠却。埋弧焊可以采用较大的焊接电流。与手弧焊相比,其大的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大型工件的直缝的环缝。而且多数采用机械化焊接。埋弧焊已广泛用于碳钢、低合金结构钢和不锈钢的焊接。由于熔渣可降低接头冷却速度,故某些高强度结构钢、高碳钢等也可采用埋弧焊焊接。 (2)高频焊定义 同频焊是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦用而在工件内产生感应电流。高频焊是化较强的焊接方法,要根据产品配备设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。 埋弧焊技术常识 1935年,出现了埋弧焊(SAW)生产过程上的项,其中包括了位于颗粒化焊剂下的电弧。这项是由俄罗斯EOPaton焊接协会研发的。埋弧焊着名的应用是在第二次世界大战期间,用于T34坦克的制造。 一、过程特点 与MIG焊相似,埋弧焊包括在连续送丝的电和工件之间形成电弧。它的焊接过程是用焊剂产生保护气体和熔渣,并在焊接熔池中添加合金元素,不再需要其他保护气体。焊前,在工件表面放置一层很薄的焊剂药粉,当电弧沿着焊缝移动时,多余的焊剂可通过漏斗回收,焊接完成后,残余的熔渣层也可被方便地。由于焊剂层完全覆盖了电弧,所以热耗低。这样可使热效率达到60%(手工焊条电弧焊的热效率为25%)。焊接时不会看到弧光,没有飞溅,也不需要气体和烟尘过滤。 二、操作特征 埋弧焊通常是全机械化或全自动化的操作过程,但它也能进行半自动化操作。其焊接参数有:电流、电弧电压(影响焊道形状)、焊接速度、熔深以及焊缝熔敷金属化学成分。由于操作人员不能看到焊接熔池,所以在设置参数时需要更加仔细。 三、过程变量 根据材料的厚度、接头类型和零部件尺寸,改变以下变量,可以提高熔敷速度,改善焊缝成形。 四、焊丝 进行埋弧焊时通常采用交流或直流单焊丝,常见的有:双焊丝、三焊丝、带热丝的单焊丝、带金属粉末的焊丝。 通过较大幅度的提高焊接金属熔敷速度和运行速度,使生产效率得到了提高。 五、焊剂 用于埋弧焊的焊剂是颗粒状可熔性物质,包含氧化锰、硅、钛、铝、钙。高频焊h型钢 一座建筑物的好坏会受到许多的因素影响,而其中能起到决定性作用的阶段应该是设计阶段。在设计阶段时工程师们会将自己的设计理念融入其中,而他们自身的知识深度也能影响设计水平的高低。什么地方应该着重注意,什么地方能够放宽要求,同样的设计,怎样才能做到省钱、省时、省力、合理,这些都是设计时需要深思熟虑的地方,接下来以高频焊接H型钢为例来看看设计时该注意哪些方面。 1、先要仔细确认建筑的功能要求,初步定制建造计划,挑选适合的高频焊接H型钢规格,在建筑质量的同时注重结构构造,达到实用性与美观度的统一。 2、根据成本制定材料需求,采购计划,运输路程等。合理地运用每一分钱,避免出现成本不够或成本过度浪费的情况。 3、仔细挑选高频焊接H型钢,避免买到存在缺陷的型材。 4、如何将高频焊接H型钢构件连接起来是需要深思熟虑的问题。连接方法不要随便选,定要选择适合的。节点的连接对于高频焊接H型钢结构的稳定性有很大的影响。据之前数据显示,大多数结构的破坏都是从节点部分开始,所以对于节点的要注重。 高频焊接H型钢柱的拼接,在翼缘上有使用高强度螺栓与拼接板组合而成的双剪拼接和单剪拼接两种方法;腹板则主要使用高强度螺栓与拼接板的双剪拼接。热镀锌高频焊h型钢 热镀锌高频焊h型钢、热镀锌高频焊接h型钢厂家高频焊H型钢在反复的超负荷运行后会积累并产生局部的损坏,我们称之为疲劳破坏。像这种情况,不仅会出现在型钢本身,构件等其它区域也会出现。产生的原因会有不同,主要局别是在制造构件时会产生不足,导致裂缝。简单的来说是构建在疲劳损坏前已经发生磨损,我们称之为裂纹延展与裂断阶段。 裂纹的扩展速度非常缓慢,但是当它延伸到某个点后会立即断裂,过程往往只有一瞬间,让人措不及防。值得注意的是:千万不要对此抱有侥幸心理。 裂纹扩展初的断口会被荷载的反复打磨的很光滑,但断裂处非常粗糙,呈颗粒状。HN是H型钢高度和翼缘宽度比例大于等于2,主要用于梁;工字钢的用用途相当于HN型钢; 1、工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。 2、h型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺桂和其他构件连接。其尺寸构成合理系,便于设计选用。 3、h型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的大轧制h型钢高度为800mm,超过了只能是焊接组合截面。高频焊H型钢优点: 1.截面尺寸精度高由于采用钢卷,焊接后截面的形状精度优良,使结构装配更加方便. 2.截面性能优良翼缘板与腹板厚度之比可以增大,与轧制型钢相比,在相同重量下可制成抗弯性能更大,截面性能更高的构件;在截面性能相同时,构件更轻. 3.截面尺寸可按用户要求定制大量使用情况下,可以按用户的截面尺寸生产. 4.焊接部位性能的金相组织均匀腹板材料与翼缘板材料的组织均匀溶合.
乌兰察布机械工字钢Q355C20a
徐汇建筑镀锌方管重庆分公司
烟台高速桥梁伸缩缝梳齿D160型伸缩缝
*产品
Q345DH型钢现货厂家仓库现货日照Q345DH型钢桥梁Q345DH型钢加工Q345DH型钢隧道Q345DH型钢
主题
价格 商品详情 商品参数 其它
*详情
我想咨询该商品价格方面的问题,请尽快和我联系!
*联系
*手机
崇明建筑桥梁伸缩缝梳齿D160型伸缩缝
湖州电力工字钢Q355C20a
盐城桥梁镀锌方管天津分公司
沧州建筑镀锌方管轧三特钢
浦东高速桥梁伸缩缝梳齿D80型伸缩缝
洛阳机械工字钢Q355C20a