生产螺旋钢管厂家,螺旋管






- ¥4200.00
- 2024-12-13 11:20:51
- 10mm mm
- 7.85
- 螺旋钢管,螺旋管,螺旋焊管,Q235B螺旋管
- 江苏常州
- 刘先生 18823102210
- 佛山市通跃钢铁有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。
螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋管有单面焊的和双面焊的,焊管应水压试验、焊缝的抗拉强度和冷弯性能符合规定。
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。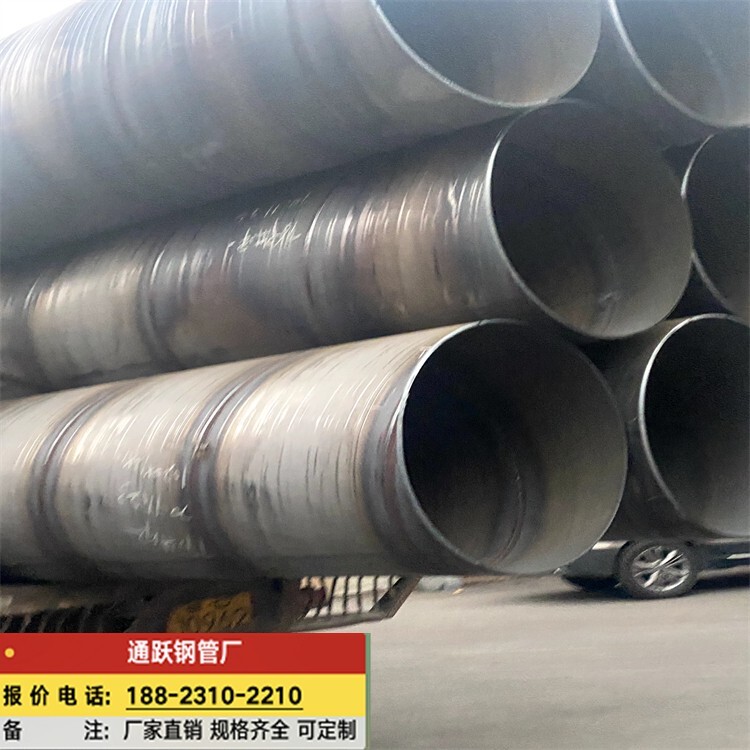
采用外控或内控辊式成型。采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施。
普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
保管螺旋钢管产品的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及一切杂物,保持钢材干净。大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放。在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀。
螺旋钢管市场需求既快速又不乱增长的趋势不会根本改变。螺旋钢管市场能否保持不乱快速发展的枢纽要看需求的变化。宏观经济受政策层面的调控,今后会给市场增长速度带来一定的减慢。
- 螺旋钢管,螺旋管,螺旋焊管,Q235B螺旋管
- 螺旋管
- 江苏常州
- 刘先生
- 10mm mm
- 7.85
- 黑色
- 416 Mpa
- 12 m
- Q235B
- 螺旋管
- 325*8
- 本厂



