唐山出售冷弯成型机械,冷弯型材成型机






- 面议
- 2024-11-25 17:35:49
- 冷弯成型机械
- 江苏常州
- 王泽顺 18824822002
- 佛山市南海区弯达机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
夹爪—弯制时两对坚固的夹爪将肋骨牢固地夹住。夹爪作用在肋骨上的力较小,以防肋骨受损伤,但是它仍有足够能力防止肋骨弹出。夹爪之间有一水平的舌头,用以顶住肋骨。在舌头的后面有一垫块,以限制夹爪的移动距离和防止肋骨受力过大。整个夹爪机构是可以转动的,以适应各种肋骨弯曲度。滚柱是夹爪机构的一个部件,用以支持、肋骨处于正确的高度,并帮助移动肋骨。手动螺杆可以垂直调整滚柱的高度,以适应不同尺寸的肋骨。用一水平螺杆可把夹爪组移进移出以变动弯曲中心。这种移动是用电动机进行的,每一组夹爪可单调整。有一刻度指示弯曲中心距。
有芯弯管的工作原理如图2所示,具有半圆形凹槽的弯管模1,由电动机经过减速装置带动旋转,管子4置于弯管模盘上用夹块2压紧,压紧导轮3用来压紧管子的表面,芯轴5利用芯轴杆6插人管子的内孔中,它位于弯管模的中心线位置。
工字钢冷弯机是隧道工程掘进施工防护的重要设备,主要用于隧道施工的预支护。主要应用在隧道,矿山,地铁,地下洞室,涵洞,引水洞等施工防护方面。
工字钢冷弯机主要由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电液换向阀、工作油缸、顶轮及油箱等部件组成。
冷弯型材的次公开报导是1855年美国纽约修建办公大楼时用了铆接工字梁。连续辊弯成型机组1910年始建于美国,此后冷弯型材生产则大力发展起来。与热轧型材比,冷弯型材尺寸、外表光洁、具有热轧无法生产的异形断面形状、相同重量下抗弯和抗扭性能好,因而使用冷弯型材能节约金属30%以上。此外生产方式简单,设备投资不大。故冷弯型材生产不断得到发展。一般产钢国家冷弯型材占轧材总量的2%~4%(高达5%)。
生产方式
分为从单张板材弯成单件型材的单张生产方式、以整卷带材为原料生产型材的成卷生产方式和以卷材为原料并将其头尾对焊在一起的连续生产方式等3种。连续生产方式由于产品尺寸精度好、生产率高而得到更多的发展。连续冷弯型钢的典型设备组成及布置如图3所示。无论哪种生产方式,其整个工艺过程均分为原料准备、成形和精整3个阶段。
一般开式冷弯型材工艺流程为:
带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→矫直→切断→检查收集→打捆→称重→入库。
闭式冷弯型材工艺流程为:带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→高频焊接→除毛刺→冷却→矫直→切断→检查收集→打捆→称重→入库。
如在生产线上增加冲孔、压痕、扭弯等附加工序,就可生产出各种异形冷弯型材。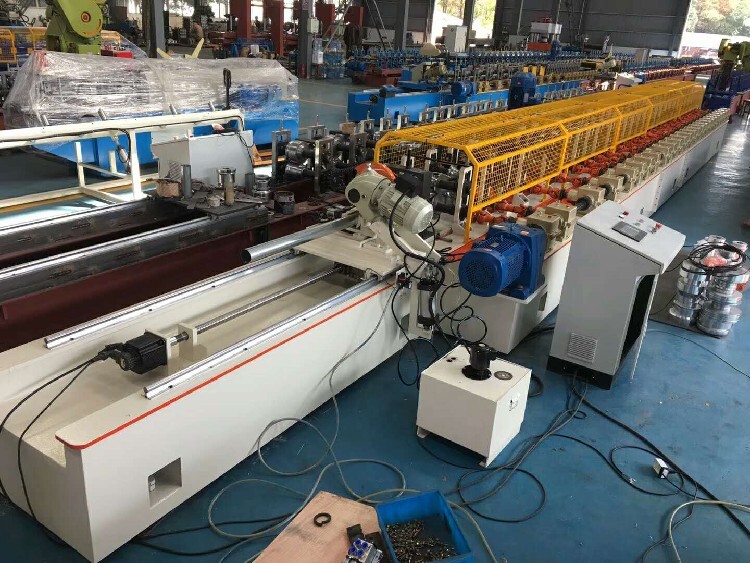
冷弯产品属经济型材,发展很快,围绕冷弯所进行的研究工作主要有以下几个方面:
(1)加强冷弯成形理论(纵横向应力、应变,残余应力,宽板边部行为等)的研究;(2)新型冷弯机组的研制,使其向高速、连续、联合化方向发展,以进一步提高产量;(3)冷弯用金属材料及其成形性研究,以拓宽冷弯产品范围,同时使产品具有更好的综合性能(力学性能、防腐性能、零部件化、功能化);(4)计算机辅助设计和制造成形辊的研究。
- 冷弯成型机械
- 冷弯成型机
- 江苏常州
- 王泽顺



