焊接矿筛网厂家热处理筛网

- 面议
- 2024-11-03 03:14:02
- 山东
- 筛分
- 焊接筛网,高温热处理筛网,热处理筛网,淬..
- 江苏常州
- 支焕柱 15554330788
- 滨州市力王筛网有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
焊接筛网的使用寿命关键因素外部因素主要有:
物料硬度及断面特性,设备类型,单位时间过矿量或处理量,安装情况等,筛网作为工业品配件中的易耗品,与破碎设备中的鄂式破碎机的鄂板、锤式破碎机的锤头、返击式破碎机的板锤等铸钢件类似,是随着使用时间的增加,逐渐磨损直至废掉的配件,同时,筛网的使用寿命也与铸钢件的使用寿命成正比例,铸钢件消耗快、更换频率高的生产线,筛网的更换周期也短,常见物料中硬度较高的有玄武岩、花岗岩、河卵石等,硬度较低的有石灰岩、煤矸石等,物料硬度越高筛网及相关耗材,使用时间越短;还有是物料的断面如尖锐角多或断面是麻面也影响筛网使用寿命。
产品参数
加工方式:轧花焊接 盘圈焊接
加工工艺:高温淬火
安装方式:涨紧式 压条式 螺栓配合式
焊接筛网、焊接矿筛网常用参数-
加工类型:人工焊接 机器人焊接
孔径: mm
丝径: mm
孔型: 方孔 圆孔
用途:大型筛机配套 硬度物料筛分筛选
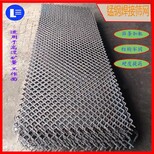
特点:筛条加重 淬火提高硬度
单位重量: kg/㎡
规格: MGH1848/2160/MGH2460/MGH2470/MGH3070/MGH3080 支持定制
发货方式:零担物流
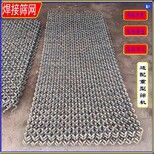
高锰钢焊接筛网,系采用硅锰钢盘条,轧花或盘圈,经粗连成片,机器人或人工,满焊或跳焊电弧烧透接触点,然后淬火热处理,整平整形,加工而成。
孔型分圆孔和方孔两种。方孔筛分率较高,过矿量大,缺点是筛分后的物料颗粒误差大;圆孔筛网,筛分率稍低,但物料粒度误差小。该产品主要规格为孔径7—65mm,丝径7—14mm。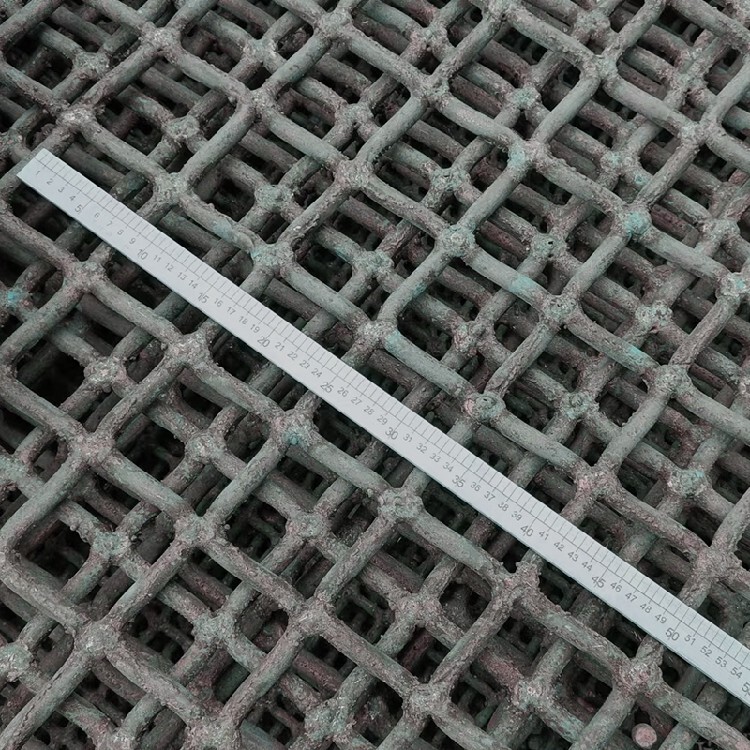
锰钢焊接筛网
加工
1 轧花或盘圈时,注意检查模具,尽量减少对钢材的物理伤害,从而降低钢材本身的物理特性;
2 焊点要饱满,对触点、焊点,要烧透。该项对工人的技术有一定要求,所以上岗前进行相关学习培训,技术合格后才能实际操作;
3 焊点不能过度,对焊点既要烧透,又不能烧的过度,否则会影响筛网强度;
4 淬火温度 温度控制在830℃±20℃。
针对的使用场景
1 产量、过矿量较大,对筛网的使用寿命要求较高;
2 物料硬度较高,比如玄武岩、花岗岩、砾石等;
3 物料片状、针状、棒状等,比例较高;
4 物料颗粒断面粗糙,或棱角尖锐、边沿锋利;
5 配套筛机筛面较大,比如3070型。
筛网的研发和制作过程,是不断对筛网的功能实验、探索、总结、提高的过程,特别是对使用寿命,尤其重要。其中包括对各类材质的实验、加工工艺的改进等。焊接筛网,是兴起比较晚的筛网类型,可以说相当“年轻”。之所以出现该类型,主要是因为编织筛网的局限性而来。编织筛网,作为线材类筛网,因受钢材强度制约,孔径丝径比例要符合一定的指标范围。
以强度为例 指金属材料在外力作用下抵抗长期变形和断裂的能力。
强度是衡量零件本身承载能力 (即抵抗失效能力)的重要指标。
按外力作用的性质不同可分为:
屈服强度
抗拉强度
抗压强度
抗弯强度
加工工程常用的是屈服强度和抗拉强度。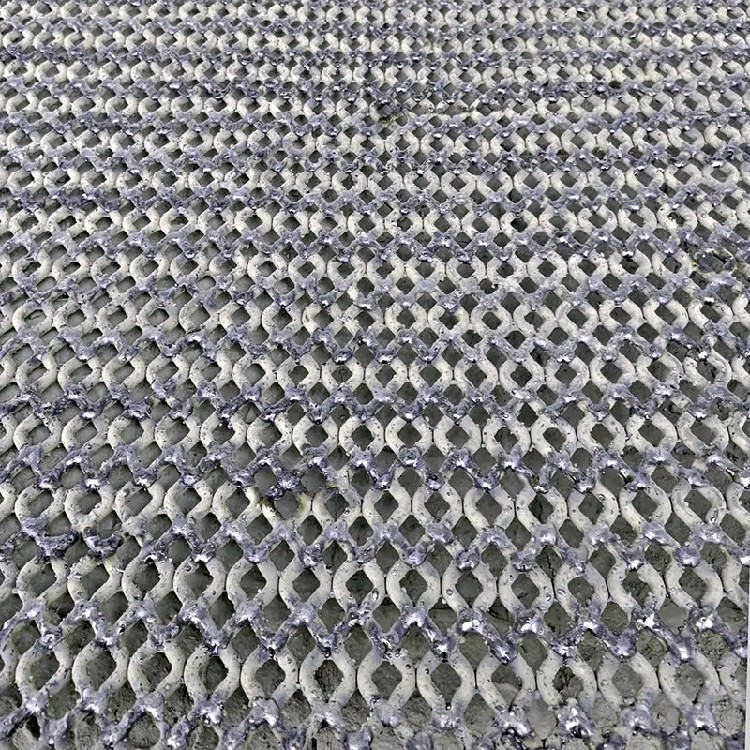
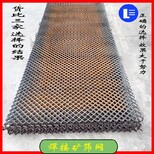
焊接筛网属于锰钢筛网,相较编织筛网,先是筛条加粗,使得筛网在承重方面增强;其次加工是以焊接为主,可有效避免筛条之间的摩擦、磨损,不会出现人为因素可能形成的筛网松懈现象;再者是硬度提高,经电炉接近900°C的高温加热,水淬火处理后,筛网筛条硬度增加10-18%,可有效提高筛面的耐磨性能。
焊接筛网在筛分筛选过程中,表现理想的方面是使用寿命有较为明显的延长,更换周期可达用户预期。同时因筛网单位重量增加15—23%,筛机振幅受到一定程度的影响。物料筛分后粒度误差降低的同时,筛孔弹性余量较小,单位面积内透筛效率有所下降。
所以,焊接筛网的使用和选择,要根据具体工作场景,是要侧重哪方面。
- 焊接筛网,高温热处理筛网,热处理筛网,淬..
- 锰钢筛网
- 江苏常州
- 支焕柱
- 山东
- 筛分
- 多种
- 金属
- 方型



