材料是正规牌号的圆钢,否则工件表面易形成鳞刺等,铣刀易破损崩裂,滚花刀耗损迅速。压板尽量将滚花刀全部封闭,以防切屑、杂物等溅入。
加工、装配时使滚花刀在槽内移动较轻松,又不致间隙太大,如果间隙过大,工作时滚刀轮倾斜,滚出的花纹不匀,本身也易损坏。
精度要求不高的螺纹,可用此法一次完成切削加工。旋风铣削刀的回转轴线与工件轴线为空间位置关系,交叉角度为β角(等于螺旋升角)。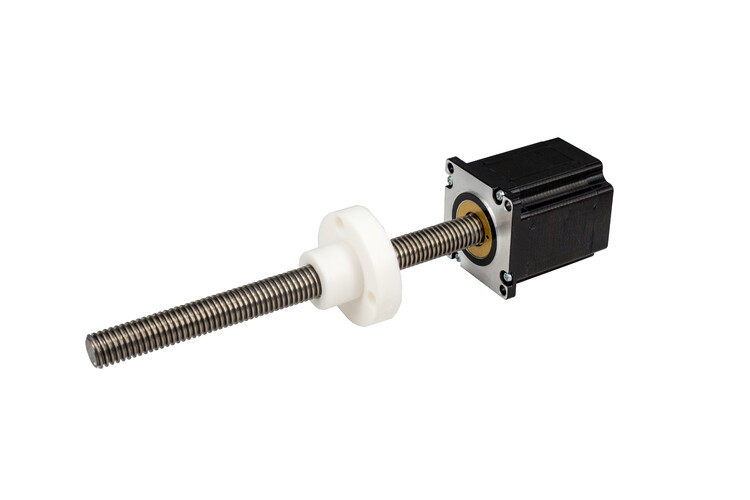
其加工过程包括工件的旋转运动,工件的螺旋轴向进给运动(或刀具进给),铣刀盘上刀刃的旋转运动。传动效率。滚珠丝杠的传动效率大约是90~96%,梯形丝杠的传动效率大约是26~46%。
即如果驱动同样大的负载,采用滚珠丝杠可以使用更小的驱动功率,例如更小功率的电机,既可降低成本,亦可降低能耗。
丝杠加工原来采用车削加工,工艺路线为:冷拔→滚花→车螺纹→校正→钻孔→切断→倒角,不仅效率低、成本高,且由于小圆钢刚度低,车削、滚花时易变形,小号螺轮不能生产,为此我们设计了旋风铣削丝杠设备,不仅将转速由经验认定的1000r/min左右提升至2000r/min以上而且将铣丝滚花一次完成。其工艺路线变为:冷拔→滚花、铣丝→校正→钻孔、切断→倒角。虽然旋风铣削使小径工件有较大变形(大径件变形较小),但校正也容易。
滚花刀的装夹装置。两种设计的滚花刀装置方式相同,只是支承架与机床的连接部分有所区别。在支承架上加工一孔,在加工部位对面横向过孔中心线铣槽与通孔:槽宽与滚花刀柄等宽,深与刀柄等高,靠近槽接孔处下边齐槽根部垂直铣一窄细槽,便于滚花挤出的细微铁屑流出,防止滚花轮滞塞、卡紧。滚花刀用快换盖板压住,由带梅花手柄的螺杆将滚花刀柄顶紧。圆钢经过导向套后被滚花,紧接着被高速铣削,实现两道工序一次完成。导向套用工具钢调质加工而成,其上铣一开口,长与支架端面平。导向套定位销孔、装配螺钉与支架配作,要确保开口正对槽中心线。
本公司,是一家以主营梯形丝杆电机企业。常州鑫鼎机电设备有限公司坐落于江苏省常州市经济开发区戚墅堰轨道交通产业园,致力于丝杆电机,尤其专注于精密滚珠丝杆步进电机, ACME滑动丝杆步进电机,丝杆直线电机,直线执行器,行星减速电机,线性模组及非标自动化设备的研发和生产。鑫鼎高品质的优质产品在医疗仪器、电子加工设备通讯设备,食品加工设备,实验室自动化,阀门控制,自动化流水线及其它工业领域得到广泛应用。
鑫鼎公司拥有了一支高素质的专业人才团队,团












