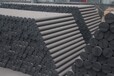
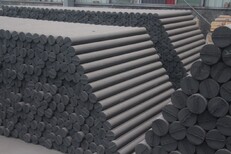
黑龙江功率石墨电极焙品,石墨化电极坯


1/3
- 面议
- 2025-01-24 05:07:52
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 湖南长沙
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
电火花加工中主要的电极损耗量来自于粗加工,精加工设定条件虽然损耗率较高,但因零件预留加工余量不多即加工蚀除量较少,其总体损耗量也较少。总体而言,石墨电极在大电流的粗加工中损耗会少于铜电极,在精加工中损耗可能会稍大于铜电极,二者的电极损耗情况相当。
石墨材料较铜的密度要小,相同体积的石墨电极重量仅为铜电极的1/5。可见体积较大的电极使用石墨材料非常合适,地减轻了电火花加工机床主轴的载荷,电极不会因为重量大而导致装夹不便、加工中产生偏摆位移等问题,可见在大型模具加工中使用石墨电极很有意义。
石墨化工序是石墨电极生产的重要工序,而串接石墨化工艺是国际上较的技术,是国内的技术。使用该技术进行石墨化加工,制成的产品不仅质量好,而且可以节约大量电力,其每吨电耗仅3200度,与传统的石墨化工艺相比,每吨节电1000多度,可大大降低生产成本。
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 石墨
- 湖南长沙
- 阮训彬
炭基科技(三明)有限公司为你提供的“黑龙江功率石墨电极焙品,石墨化电极坯”详细介绍