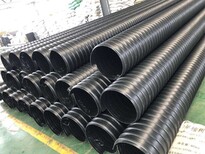
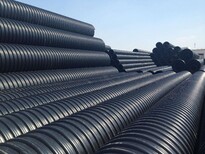
江海区DN400钢带增强螺旋波纹管




1/6
- ¥12.00
- 2025-02-08 14:13:52
- HDPE
- 6m
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- 湖南长沙
- 李水胜 18022166170
- 佛山市盛畅管业科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
在生产钢带管时是以PE管来作为基体的,使用表面涂覆有粘接树脂的钢带成型为波形来作为主要的支撑结构,并且将其与聚乙烯材料缠绕复合成一个整体的双壁螺旋波纹管。
将热缩管穿套在两待连接管的一端上,拉到距连接端面大于500mm的位置(此时热缩管内壁的防护纸层不能被破坏,完整,才能防止污物、灰尘和水等浸入热缩管内壁)。
打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,少要打磨叁个半波节长,钢丝刷的外形应与波纹管外形一致(每一个规格配一种钢丝刷)
用清洁的布,将打磨后的管端部分擦干净。
将两对接管端面对齐并固定,不能有错位。
钢带增强聚乙烯螺旋波纹管材检验标准,一是管材外观,表面光滑,无疤痕,钢带无凸起,外层聚乙烯复合接缝处粘接牢靠,管材切割面平整,两切断面在同一轴线上,管材内壁无凹陷,内层粘结牢靠,第二管材尺寸要严格执行产品标准,螺距以管材测定环刚度为准进行调整,每根管材至少检测三次管材螺距,要对管材两端及中间位置进行螺距检测,第三管材长度要根据生产订单进行定长,管材性能,管材环刚度测量值达到生产计划要求,经过检测之后才能进行批量生产,每根管材进行管材重量称重,做好记录。
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- PE管材
- 湖南长沙
- 李水胜
- HDPE
- 6m
- 1.25Mpa
- 80℃
- 排水管
- 8mm
- 400mm
- 黑色
佛山市盛畅管业科技有限公司为你提供的“江海区DN400钢带增强螺旋波纹管”详细介绍



