杨浦周边电子束焊接技术要求



- 面议
- 2025-02-21 05:11:08
- 电子束焊接
- 湖南长沙
- 徐忆秋 15295615092
- 波宾电子束技术(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
因为电子束的能量非常高,拿0.8mm钢板来说,焊接速度可达200mm/s,如果要焊接200mm厚的锰钢,焊速也可达300mm/min,这是常规焊接方法可望而不可即的。正是由于焊速快,温度高,所以焊接熔区非常小,这就决定了输入能量比常规焊接小得多,因此热影响区就很小,这对材料本身性能影响就小,这对各类敏感器探头的封装是非常有利的。
电子束焊对零件焊接部位的清洁度要求较高。在焊接前要将焊接表面的油、锈、氧化物以及其他杂质清除干净。少数零件焊接时,可用汽油清洗去油污,再用丙酮擦洗脱水和脱脂;大批量零件进行焊接时,可采用机械化清洗方式。清洗完毕后,在矩时间内进行焊接。
电子束焊接技术因其高能量密度和优良的焊缝质量,率先在国内航空工业得到应用。发动机和飞机工业中已广泛应用了电子束焊接技术,取得了很大的经济效益和社会效益,该项技术从上世纪八十年代开始逐步在向民用工业转化。汽车工业、机械工业等已广泛应用该技术.
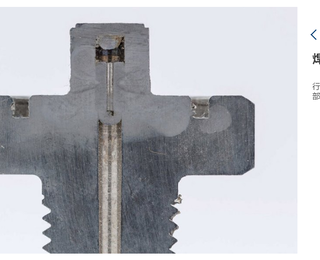
电子束能量可以调节,被焊金属厚度可以从薄至0.05mm到厚至300mm,不开坡口,一次焊接成形,这是其他焊接方法无法达到的。能采用电子束焊接的材料范围较大,特别适用于活性金属、难熔金属和质量要求高的工件的焊接。
电子束焊接的特点?
(1)大的深宽比,可达20:1,如果用脉冲的话,可达50:1;
(2)可焊接难熔金属,热敏感强的金属及异种金属;
(3)可控制,重复性好及稳定性好(当然这个和设备的性能紧密相关);
(4)由于是在真空中进行,因为可以提高焊缝质。
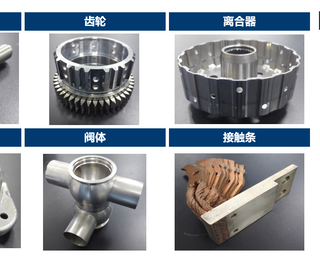
在我国的航空航天领域,也就是我们平常所说的,一个卫星,火箭,导弹(差不多和火箭是一个东东),飞机的发动机,飞机零部件等上面其实应用非常广泛。还有就是一些船舶的零部件,汽车的涡轮增压器,汽车变数箱的齿轮等等;再就是核能的一些大结构件的焊接,汽轮机的焊接,一些真空压力容器等的焊接。
- 电子束焊接
- 金属加工
- 湖南长沙
- 徐忆秋


