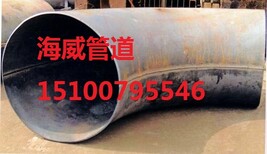
大口径虾米腰焊接弯头。
(杨经理 )虾米腰是管件中弯头的一种,虾米腰弯头很常用,下料制造很简单,但传统方法对现在工业的大管径弯头就操作困难,且很难精度。 现可利用计算机制图放样计算出各点处素线长度,然后将卷管按同样的份数等份,在素线上用计算出的长度截取线段,连接端点即可画出切割线。 壁厚处理方法:放样时,先划理论切割线,然后根据壁厚确(开出坡口后)切割线的位置,将两点连线后再计算各等分点素线的长度,在卷管上划线切割,组对后就可以所需的角度。国家标准为s02403钢制管件建筑标准。材质一般为碳钢、不锈钢及合金钢。在日常施工中,虾米腰弯头比用原管及中板焊制的弯头使用要少得多。
(杨经理 )的品质、合理的价格,完善的质量保障体系,的售后服务创造了品牌。到目前为止,海威已经拥有相当的产品结构,并且,所生产管件法兰产品品质堪称同行业中的,决不允许一件有疑问的产品流向市场,从产品的设计、原材料的选料、加工制造、出厂包装直到售后服务。
虾米腰弯头的是按产品的块来计价的。它的计价是按重量来说的,如30度的,如60度的还有90度的弯头的产品,还是说90度的价格高的,问题就是说90度的用料多的。90度的虾米弯头是价格的。它是由5节的管子做成的。两个11.25度的,三个22.5度的。11.25x2=22.5度的。这是两个口上的接口了。再到了中间的三个22.5度x3=67.5度。再计算下来,就等于这个虾米弯头就是90度了。这样的几节对焊起来就形成了一个90度的弯头的。而60度的虾米腰的弯头则就是由3段组成的。两边是15度,等于是15x2=30.然后中间是一个30度,正好是30+30=60 度的产品了。30度的也是由两个11.5度的管子而做成了。在弯头工厂中,是有着这样的很多的原材料的,用到哪一个角度了,就拽过来向个几一起一拼凑,然后一焊接,那虾米腰就生产出来了。从这样的角度来出发,来看的话,那就是虾米腰的弯头要比生产推制的弯头产品容易多了。 大口径
需要再说明的是切断,要求一定采用切管机,再有锯床,大一些的规格就采用火焰切割。无论采用什么方法,一定要管端平直、无毛刺、定尺准确。否则,在推制过程中,管端容易破裂。推制这方面的技术问题,在于工具设计。若设计的好,推出来的型比较正,基本符合要求。有的废品较多,主要是由于工具问题。设计主要是凭经验。还需要有经验的工人不断修磨,才能投入正常使用。工具很重要。另外,推制现在都采用液压的推制方法。液压推制速度可调。大弯头与小弯头的推制速度是不同的,加热速度也不相同。另外用液压推制的变形也比较平稳。现在机械推制的方法已经不很多了,加热也比较重要。老式的加热采用煤气炉,把管子加热,现在都改用中频加热。约在70年代以后我国的这种加热方式才过关。这种方法温度比较好控制,加热也比较均匀。通过调节线圈的个数来控制加热温度。若是烧咀,就不太好控制。另外推制前要预热。芯棒预热后再固定管子。中频加热技术的采用对弯头生产是很大的进步,产量、质量都有很大提高
直缝弯头价格适中,所以在市场中就的得到了更多的关注,我公司主要生产防水套管,传力接头,管道伸缩节等。欢迎新老客户来电咨询! 推制机是一个牛角状芯头或芯棒。芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒。后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热。加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行休整。 休整模实际上是一个压力机,要有一套模具。两个半圆弧,上下各一个。之后的外径就达到了成品的尺寸要求了。 河北海威管道制造有限公司是国内生产大口径弯头,不锈钢冲压弯头,无缝弯头等各种弯头管件的制造企业之一,本厂经济和技术实力雄厚,拥有一批工程师和技术人员,生产设备,检测手段完善,海威管道以生产弯头主要产品,生产各种规格型号的弯头,不锈钢弯头,无缝弯头等产品。产品深受国内外广大客户的好评。海威开发研制的各种弯头系列产品全国各地,广泛出口欧美、中东及东南亚国家和地区。为燃气、热力、核电、电力、石油、化工、航天、、消防、冶金、造船、城建、水暖及环境保护等行业提供了的服务管件本公司,是一家以主营焊接虾米腰弯头厂家,大口径虾米腰弯头,虾米腰弯头,大口径焊接虾米腰弯头企业。沧州市海威钢管有限公司,管道设备及管道配件的企业,坐落在中国管件生产基地盐山县工业开发区,左临连接河北、山东两省的沧乐公路,交通便利。丰富的地域资源,优越的区位条件。
公司始建于2008年,年生产能力400万平方米,厂区占地面积50000平方米,建筑面积11000平方米,拥有三个标准化生产车间,现有员工175人,高级技术职称26人,现有3条具有国际先进水平的钢质管道防腐作业线和钢管保温生产线。其中