钦州从事螺旋钢管工厂,推荐沧海钢材



- ¥3000.00
- 2024-09-05 12:28:42
- 6-30mm mm
- 0.0246615
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 河北沧州
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
在螺旋钢管的制造与应用环节中,可能会遇到若干质量方面的问题,为保障其正常运作,进行有效的质量甄别显得尤为重要。螺旋钢管的原材料组成均匀,加工时采用高吨位冷剪机,使得切头端面平滑整洁。相比之下,劣质产品因材质不佳,切头端面常呈现不平整状态,伴有凹凸瑕疵,缺乏金属特有的光泽。此外,由于劣质生产商减少切割头部以降低成本,产品两端易形成明显的、非规整的突起部分,即所谓的大耳子现象。其内径尺寸波动幅度大,主要是因为钢材加热温度不稳定,导致阴阳面的产生,以及成分不均一。
螺旋钢管表面可能出现的各类折痕,即“折叠”,是沿产品纵向延伸的一种典型缺陷。这种缺陷的根源在于某些厂家过度追求生产效率,过度压缩加工厚度,导致边缘挤压成褶皱(耳子),在后续的轧制步骤中进一步形成折叠。折叠的部位一旦经受弯曲,极有可能引发裂纹,严重削弱厚壁螺旋钢管的机械强度。另一方面,劣质材料的表面更容易在加工过程中留下划痕,这些问题均需在质量鉴定中予以高度重视。
国内的螺旋钢管生产线目前多集中于生产直径219毫米至3620毫米范围的产品,这一生产跨度与所选用原材料的宽度密切相关,直接关系到螺旋钢管成品的质量与规格匹配度。小口径钢管,即直径在219至529毫米之间,理想的带钢宽度应在300至550毫米区间。若带钢过宽,则可能导致粘结不牢,外观欠佳;反之,若宽度过窄,则螺旋钢管的成型工艺难度加大,终产品焊缝近乎直线,失去了应有的螺旋形态美感。
当钢管直径扩展到529至1000毫米时,所用原材料板宽一般升级至685至1100毫米,以确保成型质量。至于直径达1500毫米以上的大型螺旋钢管,则需采用宽度为1500毫米的卷板进行生产。值得注意的是,与小口径钢管相比,大口径钢管的制造技术要求更为严格,不仅在材料处理、焊接技术、成型工艺上均有更高的标准,还需精密的设备支持与严格的质量控制,以保障终产品的性能与稳定性。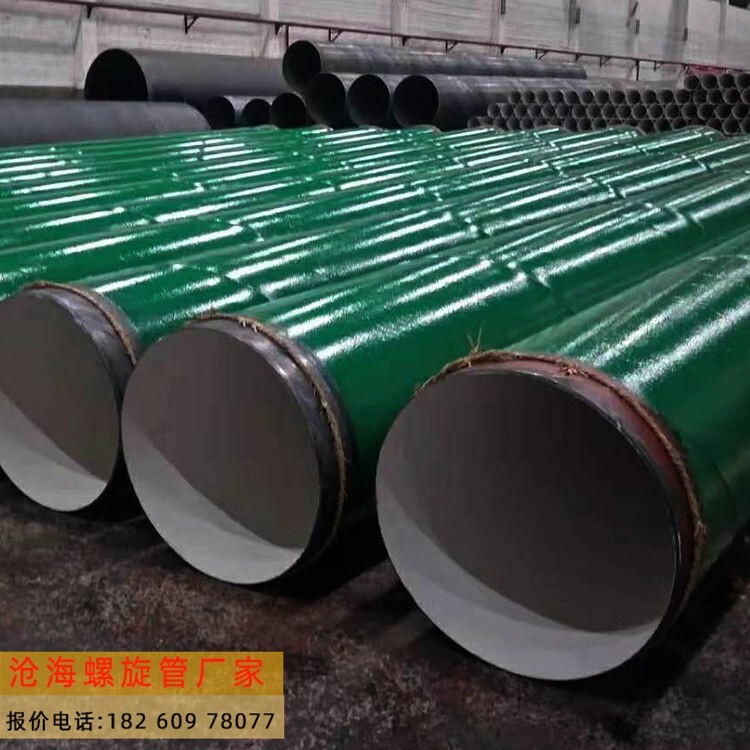
质量控制要点
原材料控制:钢卷的质量是决定终产品质量的关键。需进行严格的化学成分和物理性能检测,确保其符合生产要求。
焊接质量:焊缝是螺旋钢管的薄弱环节。焊接过程中,需要控制焊接速度、焊接电流、焊接材料等参数,确保焊缝的均匀性和紧密性。
形状控制:需要确保钢管的直径、弯曲度、端面垂直度等都在规定的范围内。
表面处理:涂层的质量直接关系到钢管的防腐性能。需要确保涂层均匀、无裂纹、无气泡。
检测与标定:所有出厂的钢管都应进行严格的性能检测,并根据检测结果进行相应的标定,以方便用户选择和使用
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 焊管
- 河北沧州
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 426 Mpa
- 12 m
- 友发
- 核电
- 深加工(冲压、折弯等)



