mm镀锌钢管42镀锌方管






- ¥4300.00
- 2024-12-26 12:35:42
- 天津
- 结构制管
- 镀锌架子管,方钢管
- 河北沧州
- 李女士 18698009227
- 天津苏瑞钢铁有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
闪闪发光的镀锌钢管的优点是:金属强度的高百分比。他们没有受到周围因素和过程的影响,包括腐蚀。他们不需要保护他们免受机械损坏。然而,与塑料相比,这些管道和其他金属一样,保持稳定,并不会受到高温的影响。产品可以承受任何范围的工作温度。它承受着内部高的工作压力。多亏了一个锌管子,站在痛苦的微生物的形成和发展中。在硬件中,在产品外可以选择一种不完全的表现。一些建筑声称,如果对这些产品有机械作用,他们就不合适了。至少这件产品是不可能的。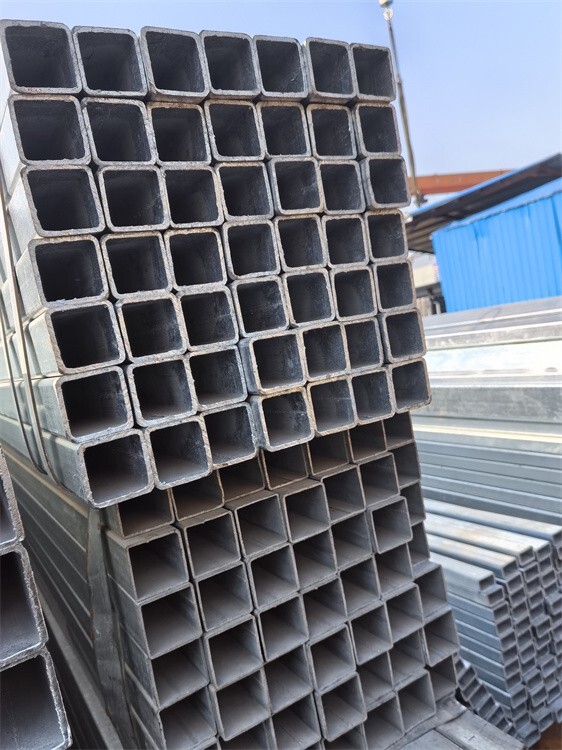
冷镀锌钢管镀锌层是电镀层,锌层与钢管基体立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。
镀锌管、镀锌圆管、镀锌钢管、热镀锌管、消防管、消防管、镀锌消防管、消防钢管、自来水管、水管、饮用水管、钢塑管、衬塑管、焊管、焊接钢管、高频焊管、直缝焊管、螺旋管、螺旋钢管、螺旋焊管、衬塑管、衬塑钢管、无缝管、无缝钢管、精密无缝管、防腐无缝管、防腐钢管、镀锌带管、镀锌带钢管、方矩管、镀锌方管、镀锌矩管、热镀锌管方矩管、热镀锌矩管、热镀锌方管、黑方管、方管、矩管、黑矩管
型材:
H型钢、热轧H型钢、角钢、扁铁、镀锌角钢、镀锌扁铁、工字钢、热轧工字钢、镀锌工字钢、槽钢、镀锌槽钢、热镀锌管槽钢
板材:
普板、中板、钢板、中厚板、低合金钢板、低合金中厚板、Q235B中厚板、Q345B中厚板、Q235B钢板、Q345B钢板、容器板、Q345R容器板、Q245R容器板、锅炉板、锅炉容器板、花纹板、镀锌花纹板、卷板、薄钢板、卷子、钢卷、低合金卷板、低合金钢卷、Q345B钢卷板
建材:螺纹钢、钢筋、圆钢、盘元、盘圆、盘圆钢、校直钢筋、盘螺、盘螺钢筋、高线、混泥土热轧带肋、混泥土钢筋、冷轧带肋、工地用钢筋等。
先工艺区别:冷镀锌也叫电镀锌,是利用电解设备将工件经过除油,酸洗后放入成分为锌盐的溶液中,并连接电解设备的负;在工件的对面放置锌板连接在电解设备的正,接通电源,利用电流从正向负的定向移动,在工件上沉积一层锌。热镀锌是将工件除油,酸洗,浸药,烘干后浸入溶化的锌液里一定时间,提出来即可。
外观的区别:电镀锌外表比较光滑,明亮,采用彩色钝化工艺的电镀层也黄绿色为主色,呈七彩。采用白色钝化工艺的电镀层呈青白色或白色呈绿光,白色钝化工艺的 镀层与阳光呈一定角度下略显七彩。在复杂工件的角棱部位容易产生"电烧"而成灰暗,该部位锌层较厚。在阴角部位易形成电流死角而产生欠电流灰暗区,该区域 锌层较薄。工件整体无锌,结块等现象。热镀锌外观较电镀锌稍微粗糙,呈银白色,外观容易产生工艺水纹和少许滴,尤其是在工件的一端较为明显。但热镀锌 的锌层比电镀锌厚几十倍,防腐蚀性能是电镀锌的几十倍。
热镀锌钢管的两端有蓝色油墨印的箍,通体有执行标准和规格型号;在热镀锌钢管的一端有锌针或少许挂,内外都有完整的镀锌层,外观没有冷镀锌光滑;冷镀锌镀 层有光亮,与太阳成一定角度下这种光亮成七彩,冷镀钢管孔内只有在两端有少许锌层,再往里没有镀锌层,冷镀锌国内钢管两端一样光滑,没有锌产生,外表没有执行标准。
供应天津镀锌管技术要求:
1、牌号和化学成分镀锌钢管用钢的牌号和化学成分应符合GB 3091所规定的黑管用钢的牌号和化学成分。2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、螺纹及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验天津苏瑞钢铁试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
热镀锌钢管施工时易出现的问题与解决方法
其一、滚槽方式连接
(一)滚槽焊缝开裂:
将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
.管端至沟槽段的表面应平整无凹凸、无滚痕。
沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
- 镀锌架子管,方钢管
- 镀锌管
- 河北沧州
- 李女士
- 天津
- 结构制管



