广告
交流DN系列点焊机定做






1/6
- ¥5000.00
- 2022-01-07 03:00:02
- OTC
- 焊接
- 点焊机,焊接设备,气动点焊机,金属焊接机
- 河北沧州
- 衡水金仕达机械制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
点焊由于焊点间有一定的间距,所以只用于没有密封性要求的薄板搭接结构和金属网、交叉钢筋结构件等的焊接。如果把柱状电极换成圆盘状电极,电极紧压焊件并转动,焊件在圆盘状电极之间连续送进,再配合脉冲脉冲式通电。就能形成一个连续并重叠的焊点,形成焊缝,这就是缝焊机。它主要用于有密封要求或接头强度要求较高的薄板搭接结构件的焊接,如油箱、水箱等。
该焊机是一种具有气动压力自动控制功能的半自动焊接设备。电极压力和工作行程范围可在设定范围内调整。主要用于各种薄板结构件的点焊和凸焊,广泛应用于汽车零部件,摩托车零部件,散热器钢制散热器,太阳能热水器,金属包装容器,钢质安全档案柜等。金属丝网过滤设备等制造行业,焊接接头可以焊接机械强度充足,随机,高可靠性的计算机投影焊接控制器,它可以实现压缩,焊接,维护,休息四在焊接过程中,单点焊接可根据工作要求选择连续点焊。与同类产品相比,具有操作简单直观,输出功率大,焊接速度快,设备故障率低等优点,可以满足用户的各种焊接需求。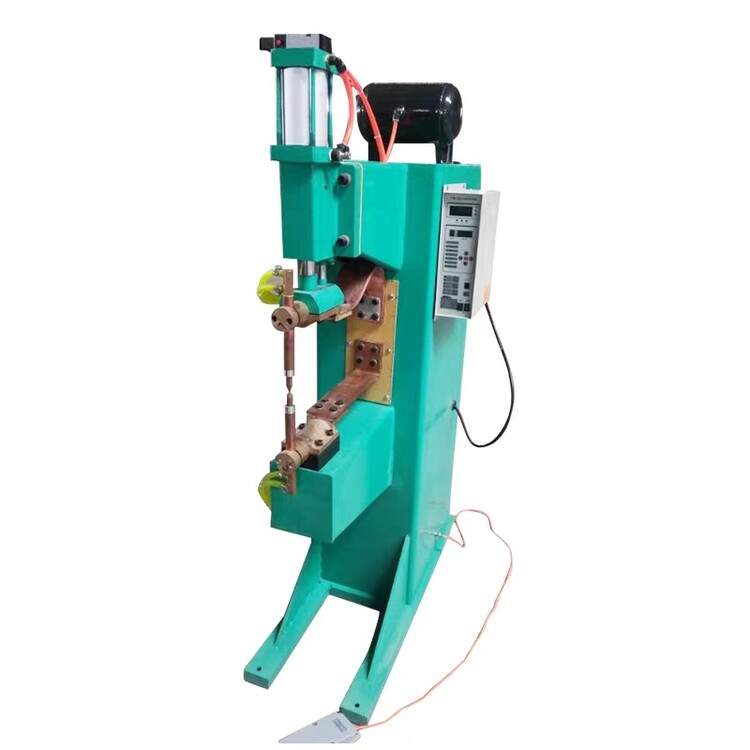
DN-75\DN-100型气动加压点焊机,是用电极压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电极之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电极压紧焊件时为止。
若只需一个焊点,则可以踏一下脚踏开关。假如一直踏下脚踏开关不放开,则焊接过程将一直自动的进行下去。
焊机上电极的工作行程及上电极辅助行程可均匀调节,下电极可在垂直方向内进行有级调节,电极间压力稳定,不因电极磨损而改变,焊接循环中各程序时间可以在0.02秒到3.98秒范围内任意调节,足够满足用户的各种焊接需要。
- OTC
- 点焊机,焊接设备,气动点焊机,金属焊接机
- 电阻焊机
- 河北沧州
- 许越旺
- OTC
- 焊接
- 交流
- 点焊
- 冷焊
- 低频
- 气动
- 金属
- 脉冲
衡水金仕达机械制造有限公司为你提供的“交流DN系列点焊机定做”详细介绍
交流DN系列点焊机信息
-
 长春彩钢复合板安装视频¥ 80
长春彩钢复合板安装视频¥ 80 -
 金仕达焊接设备,金属DN-80点焊机价格实惠¥ 5000
金仕达焊接设备,金属DN-80点焊机价格实惠¥ 5000 -
 辽宁聚氨酯夹芯板施工¥ 80
辽宁聚氨酯夹芯板施工¥ 80 -
 香港豆类抛粮机扬场机信誉保证¥ 3500
香港豆类抛粮机扬场机信誉保证¥ 3500 -
 德宏亚马逊沧众服务面议
德宏亚马逊沧众服务面议 -
 回收翡翠手链的行家、广州回收翡翠平安扣¥ 888
回收翡翠手链的行家、广州回收翡翠平安扣¥ 888


