L290燃气管道3pe防腐厂家钢管3pe外防腐





1/6
- ¥30.00 ≥ 1平米
- 2024-12-15 07:23:17
- 8 mm
- 100
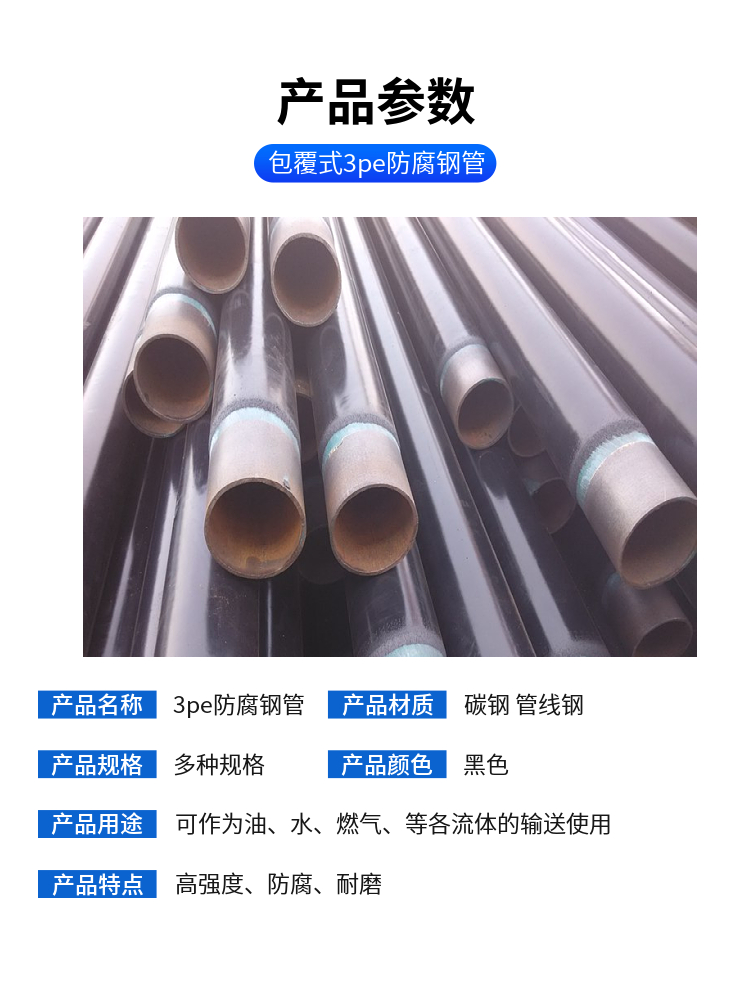
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 陕西宝鸡
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数


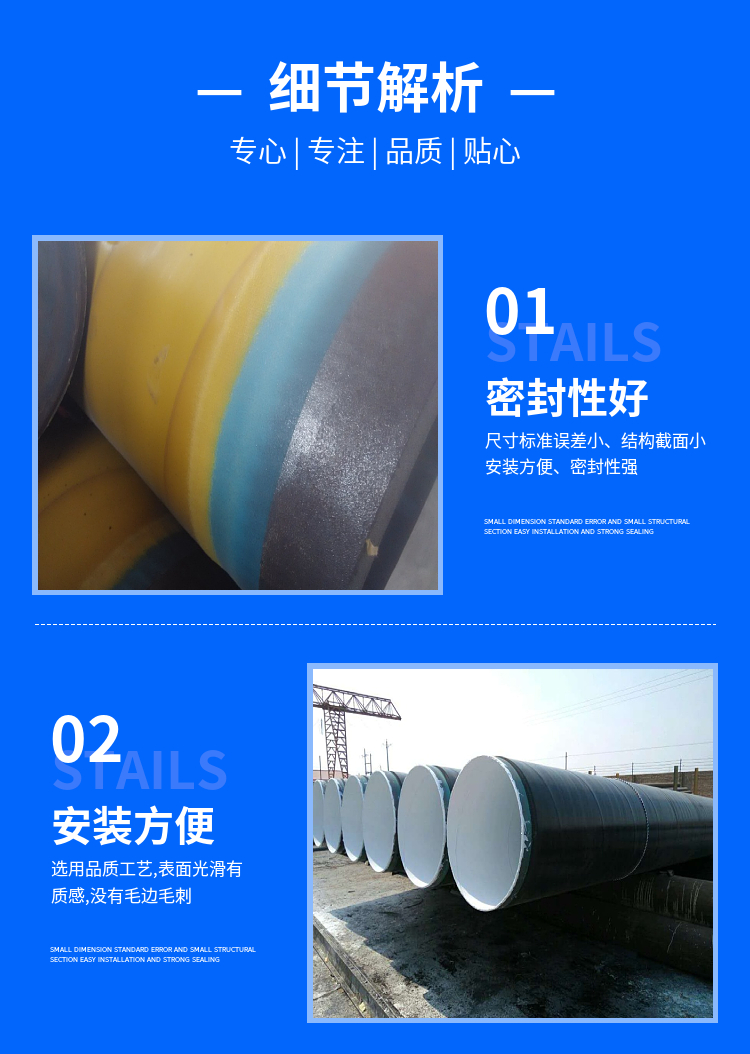
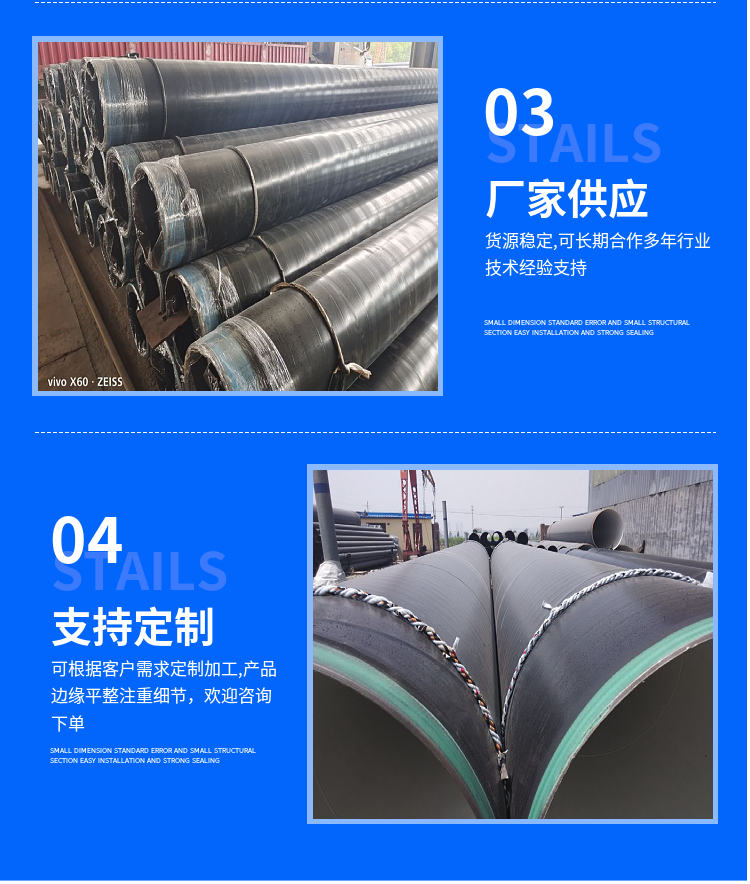
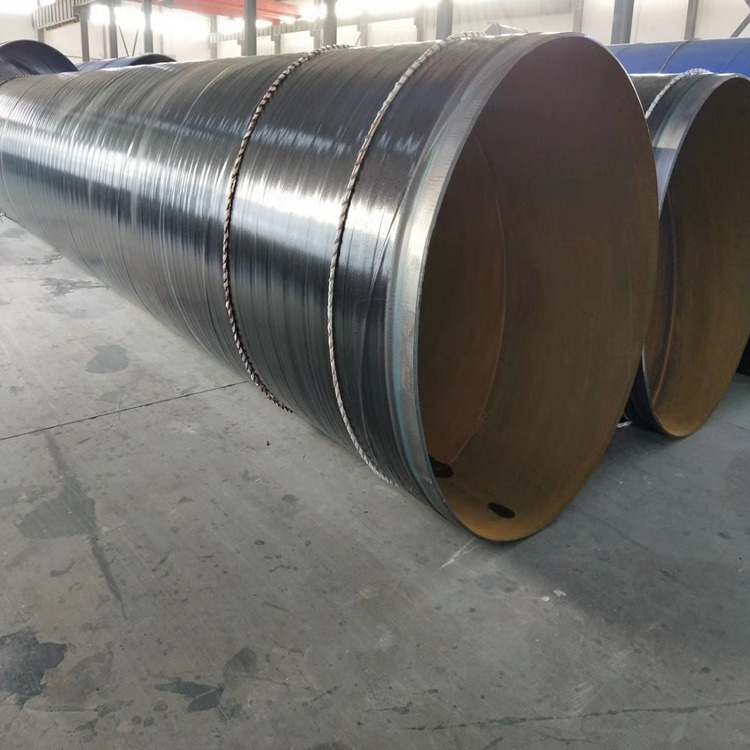


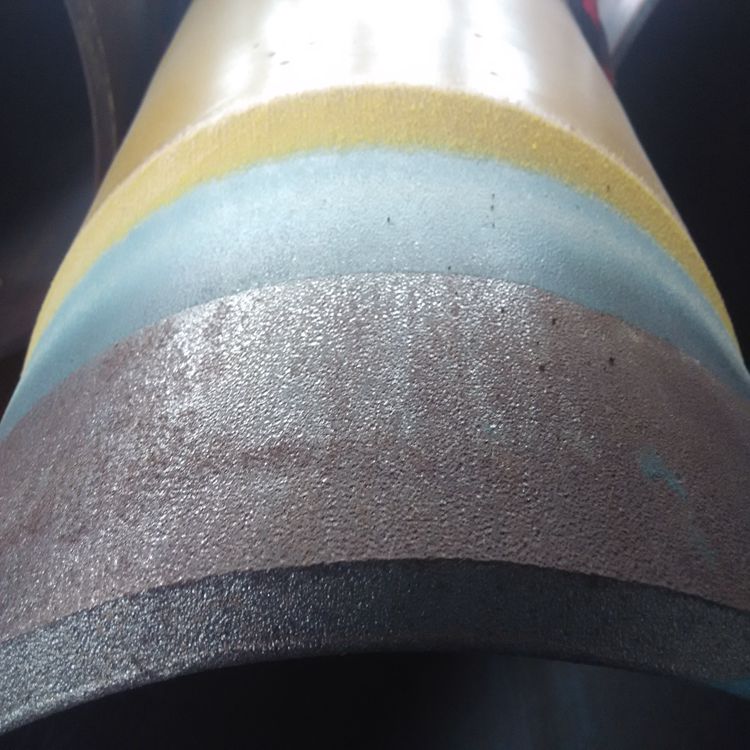


施工中先开启传动线,再开启中频感应预热装置,以免出现钢管局部过热的情况;钢管经过传动线进入中频加圈,远红外测温仪测其温度状况,将温度控制在所需范围内,时时监测钢管的温度,生产运行情况记录下来;工作人员定时观察冷却水情况以及工作电压的运行情况,如发现异常情况马上停机处理, 聚涂层外观应平整、色泽均匀,表面无无气泡、开裂及缩孔现象,涂层厚度应达到客户要求,在生产中每批定时检验防腐层厚度以3pe防腐钢管的厚度均匀.焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而的焊接,焊完的焊缝均经过在线连续超声波自动伤仪检查,了螺旋焊缝的无损检验覆盖率,若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时去除缺陷,壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t距管端203mm以内的焊缝采用射线检验;距管端203mm以外的焊缝采用超声波检验;对头焊缝、补焊及环向焊缝采用超声波检验补焊焊缝、对头焊缝及环向焊缝采用X射线或超声波检验, 石油天然气用三层聚(3pe)钢管防腐、二层聚(2PE)钢管防腐,:SY/T0413-2002和DIN30670。
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 防腐钢管
- 陕西宝鸡
- 贾经理
- 8 mm
- 100
- 黑色
- 100 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“L290燃气管道3pe防腐厂家钢管3pe外防腐”详细介绍



