山西换热器清洗不锈钢酸洗钝化液钝化效果



- ¥8000.00
- 2025-02-13 17:38:04
- 桶装
- 无
- 不锈钢酸洗钝化液
- 靖光军 18660788532
- 济南竞宇新材料技术有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
不锈钢酸洗钝化液适用于奥氏体300系列不锈钢各种型号,304不锈钢,316不锈钢、316L不锈钢、双相不锈钢等;对200系列不锈钢同样适用,控制适宜的酸洗时间、均一的涂抹厚度,也可达到均一的钝化效果。不锈钢压力容器、不锈钢反应釜、不锈钢管道、不锈钢换热器均可以使用;配套使用我们的喷淋设备,机器喷淋,内壁和外壁一样处理,节省人工,钝化膏和板材贴合的更为紧密,反应更为完全,工件板材表面光亮。济南竞宇新材料技术有限公司配有10名工程师作为研发技术保障,全国物流发货,免费提供样品,源头生产工厂,诚招全国经销商。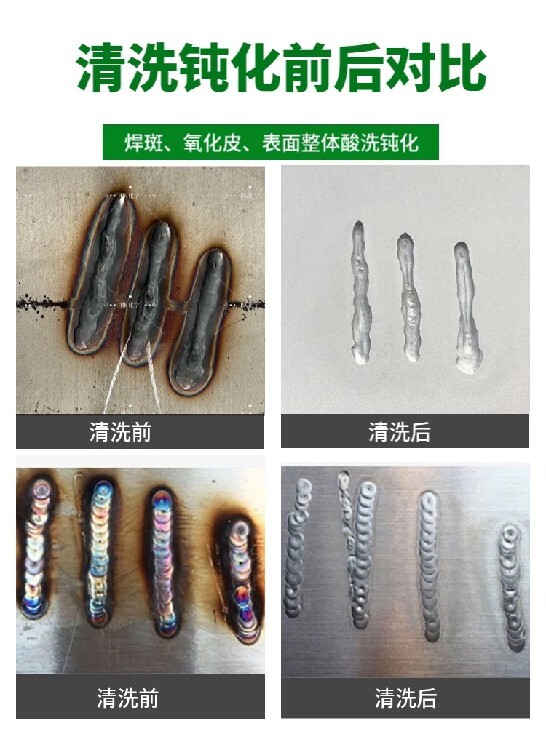
不锈钢酸洗钝化液包装规格多样,能满足不同客户的需求,目前包装有:25kg/桶、200kg/桶,吨桶。 不锈钢酸洗钝化液接触皮肤后,应立即采取适当的处理措施以减少对皮肤的伤害。 不锈钢酸洗钝化液是酸性的,对皮肤有一定的伤害性,特别是在口腔器官、伤口处和眼镜部位,这些部位比较敏感。因此,在接触到皮肤后,不应直接使用物品擦拭,以免造成二次伤害。正确的处理步骤如下: 立即用大量的流动式清水(自来水)进行冲洗,以稀释和冲走液体中的酸性成分。 使用肥皂、洗衣粉或者洗涤精进行侵泡5分钟,这些物品是碱性的,可以中和酸性成分,进一步减少对皮肤的伤害。 使用护肤品如大宝或其他常用护肤品进行涂抹,这些护肤品也是偏碱性的,可以对被酸伤害之后的皮肤起到少量的修复作用。 在生活和工作中,对这些化学物品的使用和保存应保持高度警惕,特别是要按照规范进行操作,使用过程中应正确佩戴护目镜、口罩、防护服和橡胶手套等防护措施。 不锈钢酸洗钝化膏接触皮肤后,应立即采取适当的处理措施以减少对皮肤的伤害。
不锈钢酸洗钝化时间过久会出现问题吗 钝化膜分解或破坏:在酸洗钝化过程中,酸性环境可能会对钝化膜产生过度作用,导致钝化膜分解或破坏,从而减弱或失去对不锈钢的保护作用。1 物质损耗增加:过长的处理时间可能会导致溶液中的酸性成分过度消耗,这不仅会浪费材料,还可能对环境造成负面影响。 表面质量受损:长时间的酸洗会对不锈钢表面产生过度刻蚀,导致表面变得粗糙,失去光洁度和外观质量,这可能会给后续工艺,如涂层或电镀,造成困扰,并影响其附着力和质量。 金属损耗增加:在酸洗钝化过程中,酸性溶液会与不锈钢表面发生化学反应,去除污垢和氧化物。如果酸洗时间过长,可能导致不必要的金属损耗。 设备和能源浪费:过长的处理时间会导致设备和能源的浪费,不必要的处理时间会消耗大量的酸性溶液和能源,并增加设备的使用周期和维护成本。 为了避免这些问题,推荐的酸洗钝化时间通常是根据具体材料、酸洗剂和处理要求来确定的。此外,不同的酸洗钝化方法(如浸渍法、膏剂法、喷淋法等)适用于不同类型的不锈钢工件和处理需求,选择合适的方法对于确保处理效果和避免过度处理至关重要。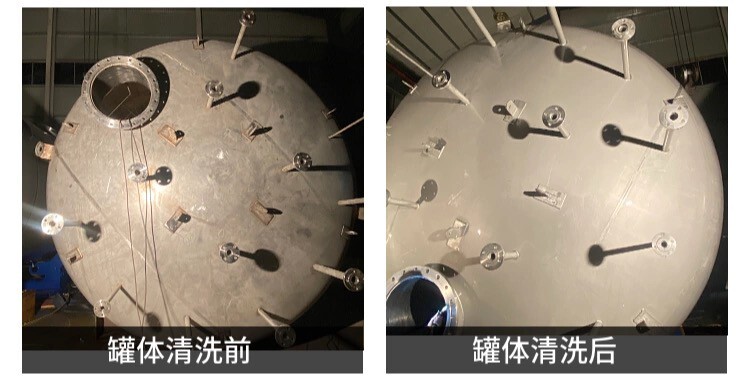
不锈钢酸洗钝化液JY-601T使用方法:
通入钝化液,原液使用。气温在零摄氏度以下,新液浸泡时间为30min左右,气温在10-45摄氏度之间 新液浸泡时间一般为15-30min左右,酸洗钝化完以后,将液回收,可反复使用;
用3%的碳酸钠水溶液循环中和冲洗工件;
清水冲洗取出的工件,直至不锈钢表面的PH=7呈现中性,表明已将酸洗钝化液冲洗干净;
建议行小试,确定本品的可操作性及反应时间;
容器选用PP或者工程塑料体材质;

为什么要用不锈钢酸洗钝化液
不锈钢酸洗钝化目的:
不锈钢在热加工、热处理、焊接和切断时,由于某些化学反应产生黑色氧化皮。如果对其放任不管,就会渐渐地从工件表面开始腐蚀,不久便会波及工件深部,导致其耐久性明显下降,因此,原则上应完全清楚氧化皮,这是不锈钢作业上一道很重要的工序。清除氧化皮的方法有酸洗剂化学法和切削、喷丸、研磨等机械法。从与不锈钢钝化处理的关系上看,化学处理法是合理的。
不锈钢酸洗钝化工艺:
前处理——漂洗——酸洗钝化液——漂洗——烘干
竞宇不锈钢酸洗钝化液施工注意事项和安全措施
——操作前穿戴好耐酸工作服、耐酸皮靴、手套、围裙及口罩等劳保用品;
——当有酸或溶液溅落在皮肤上或眼睛中时,应立即用大量的水进行冲洗;
——抬酸或溶液的容器时,检查一下容器的安全情况,避免不安全隐患;
——在施工现场禁止动火、吃食及喝水,以免引起爆炸或吸入、吃入有害物质;
——下班后,洗净身上的酸等溶液;
——在现场酸洗管道焊缝时,注意保护好周边的物体,避免腐蚀;
——在现场施工时,脚手架搭设牢固,严格执行国家规范;
——使用爬梯时,一定要有两个人或以上;
——高空作业一定佩戴安全带;
——在进行工件酸洗、磷化等作业时,一定要注意力集中。
- 不锈钢酸洗钝化液
- 清洗剂
- 靖光军
- 桶装
- 无
- 24月
- 酸性清洗液



