盘锦生产PE给水管






- 面议
- 2024-09-12 02:57:01
- PE给水管
- 姚海伟 13821868277
- 天津宝利众诚管业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
PE给水管的价格都与原材料有着直接的关系,如果原材料价格比较便宜,那么,PE给水管的产品肯定也会比较便宜,当产品的原材料价格有所波动,产品的价格肯定也会有波动。一些使用的原料是再生料,这样的价格方面会比较便宜,再生料制作的PE给水管并不会对其本身质量造成很大的损失。
PE给水管的焊接步骤:
(1)PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.
(2)PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得法兰盘封闭面.
(3)PE给水管壁厚在5mm以上时,应切割坡口,充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光
(4)钢管切割时,其割断面应与管子中心线垂直,以管子焊接完毕的同心度.
(5)法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.
(6)焊接给水管时,管子接口要清除浮锈、污垢及油脂.
(7)法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫.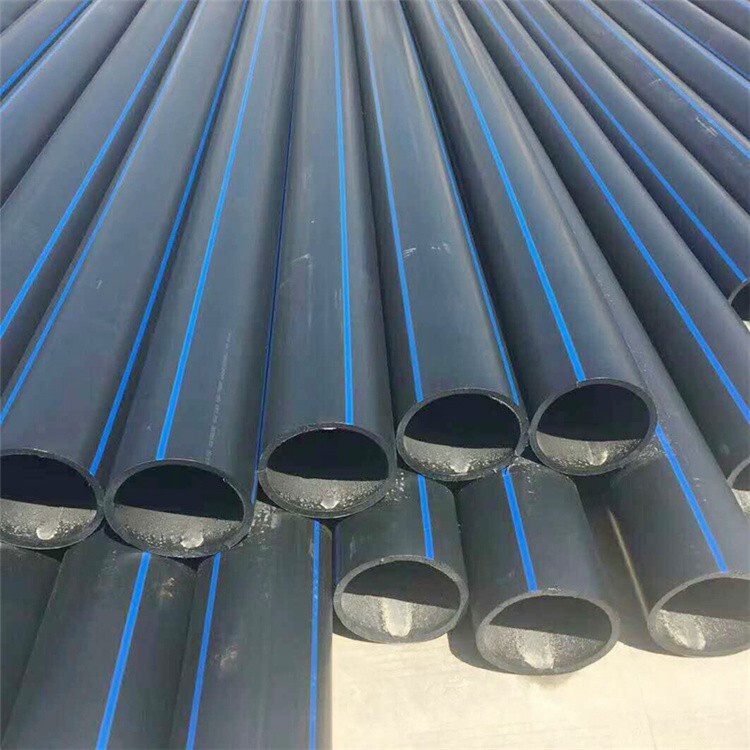
施工步骤:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
- PE给水管
- 塑料给水管材
- 姚海伟
推荐信息
-
 广东PE热力保温管多少钱,pe-rtII预制直埋保温管
广东PE热力保温管多少钱,pe-rtII预制直埋保温管 -
 陕西全新PE钢丝网骨架聚乙烯复合管批发,钢丝网骨架塑料复合管
陕西全新PE钢丝网骨架聚乙烯复合管批发,钢丝网骨架塑料复合管 -
 湖南PE地源热泵管件厂家电话,地源热泵专用管件
湖南PE地源热泵管件厂家电话,地源热泵专用管件 -
 辽宁PE球阀厂家电话PE单放散口球阀
辽宁PE球阀厂家电话PE单放散口球阀