广告
苏州市油缸法兰焊接设备紧绳器焊接设备车桥法兰焊接设备




1/6
- ¥35900.00 1台
- ¥35000.00 ≥ 2台
- 2024-11-14 08:55:04
- 其它
- 是
- 油缸法兰焊接设备,紧绳器焊接设备
- 山东德州
- 晶晶 18315837655
- 宁津县君达包装机械有限责任公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
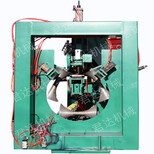
苏州市油缸法兰焊接设备 紧绳器焊接设备车桥法兰焊接设备德州铜铝焊接加工的注意事项:
1.在进行焊接加工时,我们要仔细检查两端管子中250-300mm处贴上两层可熔纸,以防充氩时氩气从管道中流失造成充氩不足而产生根部焊缝烧焦。向内充氩后要感觉到氩气从焊缝中轻微返出,并用矿渣棉把焊口堵塞,然后一段一段拨开,这样的焊接加工才是完整的。
2.掌握好焊接加工对口间隙,好控制在3-4mm之间,间隙过小容易造成未焊透或间断性根部未熔焊丝,但间隙过大使焊接操作困难产生部高低不平并伴随未熔焊丝头。
3.焊接加工打底时要注意不能象一般钢材焊接,送丝一定要均匀,不能靠送丝的力量来根部,这样容易造成根部焊缝未熔焊丝头的产生。焊接加工铁水过渡好采用自由过渡,收头时特别要注意把电流衰减下来,填满弧坑后移向坡口边沿收弧,防止产生裂纹。
4.焊接加工在电焊时道采用小焊条,小电流、防止击穿,每一根焊条收弧时应注意填满弧坑,并且要注意焊接加工层间清理,可利用锋钢锯条和角磨机清理,不可用锤子、錾子过重敲击焊缝,以免产生裂纹。
5.焊接加工焊后的焊口应缓冷到120℃以下,80℃以上,然后再进行焊后热处理。在焊接加工热处理时一定要按工艺规范把握升温、恒温、降温要求,并要求中途不能产生停电等现象,这样才能使焊接加工出来的产品是的产品。
- 其它
- 油缸法兰焊接设备,紧绳器焊接设备
- 制桶设备
- 山东德州
- 晶晶
- 其它
- 是
- 0-20db
- 全自动
宁津县君达包装机械有限责任公司为你提供的“苏州市油缸法兰焊接设备紧绳器焊接设备车桥法兰焊接设备”详细介绍
油缸法兰焊接设备信息
-
 成都到江门的直达大巴车长途问路面议
成都到江门的直达大巴车长途问路面议 -
 卧式蒸汽硫化罐-硫化罐重量-硫化罐工作原理¥ 32000
卧式蒸汽硫化罐-硫化罐重量-硫化罐工作原理¥ 32000 -
 安徽生物质颗粒取暖炉专业快速¥ 2700
安徽生物质颗粒取暖炉专业快速¥ 2700 -
 要极度关注现金流!2020跨境出海攻坚战这么打面议
要极度关注现金流!2020跨境出海攻坚战这么打面议 -
 平板倒角机手拿式平板坡口机钢板坡口机¥ 2800
平板倒角机手拿式平板坡口机钢板坡口机¥ 2800 -
 上海谦谷幕墙装饰网质量/松江装饰铝网拉伸网厂家/江浙沪吊顶铝板网价格¥ 15
上海谦谷幕墙装饰网质量/松江装饰铝网拉伸网厂家/江浙沪吊顶铝板网价格¥ 15





